View 3X Active V Groove Cladding Alignment Fusion Splicer

ຂໍ້ມູນຈໍາເພາະ
- ຕົວແບບ: VIEW 3X
- ລຸ້ນ: Ver V1.00
- ຊື່ຜະລິດຕະພັນ: Active V-Groove Cladding Alignment Fusion Splicer
ຄໍາແນະນໍາການນໍາໃຊ້ຜະລິດຕະພັນ
ບົດທີ 1: Parasmeter ດ້ານວິຊາການ
ຕົວກໍານົດການດ້ານວິຊາການຂອງ Active V-Groove Cladding Alignment Fusion Splicer ມີດັ່ງນີ້:
- ປະເພດໄຟເບີທີ່ໃຊ້ໄດ້: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ການສູນເສຍ Splice: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ໂໝດ Splice: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ການໃຫ້ຄວາມຮ້ອນ: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ການສະຫນອງພະລັງງານ: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ຂະໜາດ ແລະນ້ຳໜັກ: ລາຍລະອຽດຢູ່ທີ່ນີ້
- ເງື່ອນໄຂສິ່ງແວດລ້ອມ: ລາຍລະອຽດຢູ່ທີ່ນີ້
ບົດທີ 2: ການຕິດຕັ້ງ
ກ່ອນທີ່ຈະຕິດຕັ້ງ fusion splicer, ໃຫ້ແນ່ໃຈວ່າອ່ານຄໍາເຕືອນຄວາມປອດໄພແລະຂໍ້ຄວນລະວັງທີ່ໄດ້ກ່າວມາໃນຄູ່ມືຜູ້ໃຊ້. ປະຕິບັດຕາມຂັ້ນຕອນເຫຼົ່ານີ້ສໍາລັບການຕິດຕັ້ງ:
- ຄໍາເຕືອນຄວາມປອດໄພແລະລະມັດລະວັງ
- ຂະບວນການຕິດຕັ້ງ
- ເກີນview ຂອງພາກສ່ວນພາຍນອກ
- ວິທີການສະຫນອງພະລັງງານ
ບົດທີ 3: ການດໍາເນີນງານພື້ນຖານ
ເພື່ອດໍາເນີນການ fusion splicer, ປະຕິບັດຕາມຂັ້ນຕອນພື້ນຖານເຫຼົ່ານີ້:
- ເປີດ Splicer ໄດ້
- ການກະກຽມເສັ້ນໃຍສໍາລັບການ splicing
- ການເຮັດ Splice
- ການປົກປ້ອງ Splice ຫຼັງຈາກສໍາເລັດ
ບົດທີ 4: Splice Mode
ເພື່ອເຂົ້າເຖິງ ແລະນຳໃຊ້ຮູບແບບການຊ້ອນກັນໃນຕົວແຍກ fusion, ໃຫ້ເຮັດຕາມຄຳແນະນຳທີ່ລະບຸໄວ້ໃນບົດນີ້.
ຄໍານໍາ
ຂໍຂອບໃຈທ່ານສໍາລັບການເລືອກ View 3X Fusion Splicer ຈາກ INNO Instrument. ໄດ້ View 3X ເປັນ Active V-Groove Cladding Fusion Splicer ທີ່ມີຄຸນສົມບັດ AI-Driven ແລະ embedded IoT & GPS Modules. ເຊັ່ນດຽວກັນກັບນີ້, ເຕັກໂນໂລຊີໃຫມ່ຢ່າງສົມບູນຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ splicing ແລະເວລາຄວາມຮ້ອນ. ວິທີການຄາດຄະເນແບບພິເສດແລະເຕັກນິກການຈັດຕໍາແຫນ່ງຮັບປະກັນການປະເມີນການສູນເສຍ splice ທີ່ຖືກຕ້ອງ. ການໂຕ້ຕອບການດໍາເນີນງານແບບເຄື່ອນໄຫວແລະຮູບແບບ splice ອັດຕະໂນມັດໃຫ້ຜູ້ໃຊ້ສະດວກສະບາຍຫຼາຍ.
ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມຂອງ View 3X, ກະລຸນາໄປຢ້ຽມຢາມຢ່າງເປັນທາງການຂອງພວກເຮົາ webສະຖານທີ່ຢູ່ www.innoinstrument.com.

ຄູ່ມືການນໍາໃຊ້ນີ້ອະທິບາຍການນໍາໃຊ້, ຄຸນລັກສະນະການປະຕິບັດ, ແລະລະມັດລະວັງຂອງ View 3X fusion splicer ແລະວິທີການຕິດຕັ້ງແລະປະຕິບັດງານມັນ. ເປົ້າຫມາຍຕົ້ນຕໍຂອງຄູ່ມືນີ້ແມ່ນເພື່ອເຮັດໃຫ້ຜູ້ໃຊ້ມີຄວາມຄຸ້ນເຄີຍກັບ splicer ເທົ່າທີ່ເປັນໄປໄດ້.
ສຳຄັນ!
INNO Instrument ແນະນໍາໃຫ້ຜູ້ໃຊ້ທຸກຄົນອ່ານຄູ່ມືນີ້ກ່ອນທີ່ຈະດໍາເນີນການ View 3X fusion splicer.
ບົດທີ 1 – ຕົວກໍານົດການດ້ານວິຊາການ
ປະເພດເສັ້ນໄຍທີ່ໃຊ້ໄດ້
- ວິທີການຈັດຮຽງ: ການຈັດຮຽງແບບ V-Groove Clad Alignment
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU-T G.653) / NZDS (ITU-T G.655)
- ຈຳນວນເສັ້ນໄຍ: ດຽວ
- ເສັ້ນຜ່າສູນກາງການເຄືອບ: 100μm - 3mm
- ເສັ້ນຜ່າສູນກາງ cladding: 80 ຫາ 150μm
ການສູນເສຍ Splice
ເສັ້ນໄຍດຽວກັນຖືກຕັດແລະວັດແທກໂດຍວິທີການຕັດກັບຄືນໄປບ່ອນທີ່ກ່ຽວຂ້ອງກັບມາດຕະຖານ ITU-T. ຄ່າປົກກະຕິຂອງການສູນເສຍ splice ແມ່ນ:
- SM: 0.03dB
- MM: 0.01dB
- DS: 0.05 dB
- NZDS: 0.05dB
- G.657:0.03dB
ໂໝດ Splice
- Splice Time: Quick Mode: 4s / SM Mode Average: 5s (60mm slim)
- Splice Memory: 20,000 Splice Data / 10,000 Splice ຮູບພາບ
- ໂປຣແກມ Splice: ສູງສຸດ 128 ໂໝດ
ການໃຫ້ຄວາມຮ້ອນ
- 5 ປະເພດຂອງແຂນປ້ອງກັນທີ່ໃຊ້ໄດ້: 20mm - 60mm.
- ເວລາທຳຄວາມຮ້ອນ: ໂໝດດ່ວນ: 9s / ສະເລ່ຍ: 13ວິ (60 ມມ)
- ໂປຣແກມທຳຄວາມຮ້ອນ: ສູງສຸດ 32 ໂໝດ
ການສະຫນອງພະລັງງານ
- AC Input 100-240V, DC Input 9-19V
- ຄວາມອາດສາມາດຫມໍ້ໄຟ: 5200mAh / ວົງຈອນການດໍາເນີນງານ: 300 ຮອບວຽນ (Splicing + ຄວາມຮ້ອນ)
ຂະໜາດ ແລະນ້ຳໜັກ
- 151W x 149H x 177D (ລວມທັງກັນຢາງ)
- ນ້ໍາຫນັກ: 2.19kg
ເງື່ອນໄຂສິ່ງແວດລ້ອມ
- ເງື່ອນໄຂການເຮັດວຽກ: ລະດັບຄວາມສູງ: 0 ຫາ 5000m, ຄວາມຊຸ່ມຊື່ນ: 0 ຫາ 95%, ອຸນຫະພູມ: -10 ຫາ 50 ℃, ລົມ: 15m / s;
- ເງື່ອນໄຂການເກັບຮັກສາ: ຄວາມຊຸ່ມຊື່ນ: 0 ຫາ 95%, ອຸນຫະພູມ: -40 ຫາ 80 ℃;
- ການທົດສອບຄວາມຕ້ານທານ: ຄວາມຕ້ານທານການຊ໊ອກ: 76 ຊມຈາກການຫຼຸດລົງຂອງພື້ນຜິວ, ການສໍາຜັດກັບຝຸ່ນ: 0.1 ຫາ 500um ເສັ້ນຜ່າກາງອາລູມິນຽມ silicate, ການຕໍ່ຕ້ານຝົນ: 100 ມມ / ຊົ່ວໂມງສໍາລັບ 10 ນາທີ
- ກັນນ້ຳ (IPx2)
- ຕ້ານການຊ໊ອກ (ຫຼຸດລົງຈາກ 76cm)
- ທົນທານຕໍ່ຝຸ່ນ (IP5X)
ອື່ນໆ
- ຈໍ LCD ຂະໜາດ 5.0 ນິ້ວ, ຈໍສຳຜັດເຕັມ
- 360x, 520x ການຂະຫຍາຍ
- ການທົດສອບການດຶງ: 1.96 ຫາ 2.25N.
1.9 ຂໍ້ຄວນລະວັງຫມໍ້ໄຟ
- ຫຼີກເວັ້ນການສໍາຜັດຫຼືຕີຫມໍ້ໄຟດ້ວຍວັດຖຸແຫຼມຫຼືແຫຼມ.
- ຮັກສາແບັດເຕີຣີໃຫ້ຫ່າງຈາກວັດສະດຸໂລຫະ ແລະວັດຖຸ.
- ຫ້າມຖິ້ມ, ຖິ້ມ, ກະທົບ, ຫຼືງໍແບດເຕີລີ່, ແລະຫຼີກເວັ້ນການເຄາະຫຼື stomping ໃສ່ມັນ.
- ຢ່າເຊື່ອມຕໍ່ຂົ້ວຂອງແບັດເຕີລີ່ ແລະ ຄາໂທດກັບໂລຫະເຊັ່ນສາຍໄຟຟ້າເພື່ອປ້ອງກັນການເກີດໄຟຟ້າລັດວົງຈອນ.
- ໃຫ້ແນ່ໃຈວ່າຂົ້ວຂອງແບັດເຕີລີ່ ຫຼື ປາຍຄາໂທດບໍ່ຕິດຕໍ່ກັບຊັ້ນອາລູມີນຽມຂອງເຄື່ອງຫຸ້ມຫໍ່, ເພາະວ່າມັນອາດຈະເຮັດໃຫ້ວົງຈອນສັ້ນ.
- ຢ່າຖອດຈຸລັງຫມໍ້ໄຟ.
- ຫຼີກລ້ຽງການເອົາແບັດເຕີຣີໃສ່ນ້ຳ, ເພາະວ່ານ້ຳເສຍຈະເຮັດໃຫ້ແບັດເຕີຣີໃຊ້ງານບໍ່ໄດ້.
- ຢ່າວາງ ຫຼືໃຊ້ແບດເຕີລີ່ໃກ້ກັບແຫຼ່ງຄວາມຮ້ອນເຊັ່ນ: ໄຟໄໝ້ ແລະປ້ອງກັນບໍ່ໃຫ້ແບັດເຕີຣີຮ້ອນຫຼາຍ.
- ຫຼີກລ່ຽງການເຊື່ອມແບດເຕີລີ່ໂດຍກົງ ແລະຫຼີກເວັ້ນການສາກໄຟໃນສະພາບແວດລ້ອມທີ່ຮ້ອນຫຼາຍ.
- ຢ່າວາງຫມໍ້ໄຟໃນເຕົາໄມໂຄເວຟຫຼືເຮືອທີ່ມີຄວາມກົດດັນສູງ.
- ຮັກສາແບັດເຕີຣີໃຫ້ຫ່າງຈາກສະພາບແວດລ້ອມທີ່ຮ້ອນເຊັ່ນ: ພາຍໃນລົດເປັນເວລາດົນ ຫຼືຖືກແສງແດດໂດຍກົງ.
- ມັນຖືກຫ້າມຢ່າງເຂັ້ມງວດເພື່ອໃຊ້ຫມໍ້ໄຟທີ່ເສຍຫາຍ.
- ໃນກໍລະນີທີ່ມີການຮົ່ວໄຫຼຂອງ electrolyte, ຮັກສາຫມໍ້ໄຟໃຫ້ຫ່າງຈາກແຫຼ່ງໄຟໃດໆ.
- ຖ້າແບດເຕີລີ່ປ່ອຍກິ່ນ electrolyte, ຢ່າໃຊ້ມັນ.
ບົດທີ 2 – ການຕິດຕັ້ງ
ຄໍາເຕືອນຄວາມປອດໄພແລະລະມັດລະວັງ
As View 3X ຖືກອອກແບບມາສໍາລັບການ fusion splicing ເສັ້ນໄຍແກ້ວ silica, ມັນເປັນສິ່ງສໍາຄັນຫຼາຍທີ່ splicer ບໍ່ຄວນຖືກນໍາໃຊ້ເພື່ອຈຸດປະສົງອື່ນໆ. splicer ແມ່ນເຄື່ອງມືທີ່ມີຄວາມແມ່ນຍໍາແລະຕ້ອງໄດ້ຮັບການປະຕິບັດຢ່າງລະມັດລະວັງ. ດັ່ງນັ້ນ, ທ່ານຄວນອ່ານກົດລະບຽບຄວາມປອດໄພ ແລະຂໍ້ຄວນລະວັງທົ່ວໄປຕໍ່ໄປນີ້ໃນຄູ່ມືນີ້. ການປະຕິບັດໃດໆທີ່ບໍ່ປະຕິບັດຕາມຄໍາເຕືອນແລະລະມັດລະວັງຈະທໍາລາຍມາດຕະຖານຄວາມປອດໄພຂອງການອອກແບບ, ການຜະລິດ, ແລະການນໍາໃຊ້ fusion splicer. INNO Instrument ຈະບໍ່ຮັບຜິດຊອບຕໍ່ຜົນສະທ້ອນທີ່ເກີດຈາກການໃຊ້ໃນທາງທີ່ຜິດ.
ຄຳເຕືອນດ້ານຄວາມປອດໄພໃນການປະຕິບັດງານ
- ຫ້າມໃຊ້ເຄື່ອງຕັດໃນສະພາບແວດລ້ອມທີ່ໄວໄຟ ຫຼືລະເບີດໄດ້.
- ຢ່າແຕະ electrodes ເມື່ອ splicer ເປີດ.
ໝາຍເຫດ:
ພຽງແຕ່ໃຊ້ electrodes ທີ່ລະບຸໄວ້ສໍາລັບ fusion splicer. ເລືອກ [ປ່ຽນ electrode] ໃນເມນູ Maintenance ເພື່ອທົດແທນ electrodes, ຫຼືປິດ splicer, ຕັດການເຊື່ອມຕໍ່ແຫຼ່ງພະລັງງານ AC ແລະເອົາຫມໍ້ໄຟກ່ອນທີ່ຈະປ່ຽນ electrodes. ຢ່າລິເລີ່ມການໄຫຼ Arc ເວັ້ນເສຍແຕ່ວ່າ electrodes ທັງສອງຢູ່ຢ່າງຖືກຕ້ອງ.
- ຫ້າມຖອດປະກອບ ຫຼືປ່ຽນແປງອົງປະກອບໃດໆຂອງຕົວແຍກໂດຍບໍ່ໄດ້ຮັບການອະນຸມັດ, ຍົກເວັ້ນອົງປະກອບ ຫຼືພາກສ່ວນທີ່ໄດ້ຮັບອະນຸຍາດຢ່າງຈະແຈ້ງສຳລັບການຖອດປະກອບ ຫຼືດັດແປງໂດຍຜູ້ໃຊ້ທີ່ໄດ້ລະບຸໄວ້ໃນຄູ່ມືນີ້. ການທົດແທນອົງປະກອບແລະການປັບຕົວພາຍໃນຄວນຈະດໍາເນີນການໂດຍ INNO ຫຼືນັກວິຊາການຫຼືວິສະວະກອນທີ່ໄດ້ຮັບອະນຸຍາດເທົ່ານັ້ນ.
- ຫຼີກເວັ້ນການປະຕິບັດການ splicer ໃນສະພາບແວດລ້ອມທີ່ບັນຈຸຂອງແຫຼວຫຼື vapors ໄວໄຟ, ເນື່ອງຈາກວ່າ arc ໄຟຟ້າທີ່ຜະລິດໂດຍ splicer ອາດຈະມີຄວາມສ່ຽງຕໍ່ການເກີດໄຟອັນຕະລາຍຫຼືການລະເບີດ. ຫ້າມບໍ່ໃຫ້ໃຊ້ splicer ໃກ້ກັບແຫຼ່ງຄວາມຮ້ອນ, ໃນສະພາບແວດລ້ອມທີ່ມີອຸນຫະພູມສູງແລະຂີ້ຝຸ່ນ, ຫຼືໃນເວລາທີ່ condensation ຢູ່ໃນ splicer ໄດ້, ເນື່ອງຈາກວ່ານີ້ອາດຈະນໍາໄປສູ່ການຊ໊ອກໄຟຟ້າ, splicer ເຮັດວຽກຜິດປົກກະຕິ, ຫຼືປະນີປະນອມປະສິດທິພາບ splicing ໄດ້.
- ມັນເປັນສິ່ງຈໍາເປັນທີ່ຈະໃສ່ແວ່ນຕາຄວາມປອດໄພໃນລະຫວ່າງການກະກຽມເສັ້ນໄຍແລະການດໍາເນີນງານ splicing. ຊິ້ນສ່ວນຂອງເສັ້ນໄຍສາມາດເຮັດໃຫ້ເກີດອັນຕະລາຍຫຼາຍຖ້າພວກມັນເຂົ້າຕາ, ຜິວຫນັງ, ຫຼືຖ້າກິນ.
- ຖອດແບດເຕີຣີອອກທັນທີຖ້າພົບບັນຫາຕໍ່ໄປນີ້ໃນຂະນະທີ່ໃຊ້ splicer:
- ກິ່ນອາຍ, ກິ່ນເໝັນ, ສຽງດັງຜິດປົກກະຕິ, ຫຼືຄວາມຮ້ອນເກີນ.
- ທາດແຫຼວຫຼືສິ່ງແປກປະຫຼາດເຂົ້າໄປໃນຮ່າງກາຍ splicer ( casing).
- Splicer ແມ່ນເສຍຫາຍຫຼືຫຼຸດລົງ.
- ໃນກໍລະນີທີ່ມີຄວາມຜິດພາດເຫຼົ່ານີ້, ກະລຸນາຕິດຕໍ່ສູນບໍລິການຂອງພວກເຮົາທັນທີ. ການອະນຸຍາດໃຫ້ splicer ຍັງຄົງຢູ່ໃນສະພາບທີ່ເສຍຫາຍໂດຍບໍ່ມີການປະຕິບັດທັນທີອາດຈະນໍາໄປສູ່ຄວາມລົ້ມເຫຼວຂອງອຸປະກອນ, ໄຟຟ້າຊອດ, ໄຟໄຫມ້, ແລະອາດຈະເຮັດໃຫ້ເກີດການບາດເຈັບຫຼືເສຍຊີວິດ.
- ຫຼີກເວັ້ນການນໍາໃຊ້ອາຍແກັສບີບອັດຫຼືອາກາດກະປ໋ອງສໍາລັບການທໍາຄວາມສະອາດ splicer ໄດ້, ເນື່ອງຈາກວ່າຜະລິດຕະພັນເຫຼົ່ານີ້ອາດຈະປະກອບດ້ວຍວັດຖຸໄວໄຟທີ່ສາມາດ ignite ໃນລະຫວ່າງການໄຟຟ້າ.
- ໃຊ້ພຽງແຕ່ຫມໍ້ໄຟມາດຕະຖານທີ່ກໍານົດໄວ້ສໍາລັບ View 3X. ການນໍາໃຊ້ແຫຼ່ງໄຟຟ້າ AC ທີ່ບໍ່ຖືກຕ້ອງອາດຈະເຮັດໃຫ້ເກີດການຟອກ, ໄຟຟ້າຊອດ, ຄວາມເສຍຫາຍຂອງອຸປະກອນ, ແລະອາດຈະເຮັດໃຫ້ເກີດໄຟໄຫມ້, ການບາດເຈັບ, ຫຼືເສຍຊີວິດ.
- ໃຊ້ພຽງແຕ່ charger ທີ່ກໍານົດໄວ້ສໍາລັບການ View 3X. ຫຼີກເວັ້ນການວາງວັດຖຸຫນັກໃສ່ສາຍໄຟ AC ແລະໃຫ້ແນ່ໃຈວ່າມັນຖືກເກັບຮັກສາໄວ້ຫ່າງຈາກແຫຼ່ງຄວາມຮ້ອນ. ການໃຊ້ສາຍບືທີ່ບໍ່ເໝາະສົມ ຫຼື ເສຍຫາຍອາດຈະເຮັດໃຫ້ເກີດການຟອກ, ໄຟຟ້າຊອດ, ຄວາມເສຍຫາຍຂອງອຸປະກອນ, ແລະອາດຈະເຮັດໃຫ້ເກີດໄຟໄໝ້, ບາດເຈັບ ຫຼືເສຍຊີວິດໄດ້.
ການດູແລຮັກສາແລະການດູແລພາຍນອກ
- ຫຼີກລ່ຽງການໃຊ້ວັດຖຸແຂງເພື່ອເຮັດຄວາມສະອາດຮ່ອງ V ແລະ electrodes.
- ຫຼີກເວັ້ນການນໍາໃຊ້ acetone, thinner, benzol, ຫຼືເຫຼົ້າສໍາລັບການທໍາຄວາມສະອາດພາກສ່ວນໃດຂອງ splicer, ຍົກເວັ້ນໃນພື້ນທີ່ແນະນໍາ.
- ໃຊ້ຜ້າແຫ້ງເພື່ອກໍາຈັດຝຸ່ນແລະຝຸ່ນອອກຈາກ splicer.
- ປະຕິບັດຕາມຄໍາແນະນໍາການບໍາລຸງຮັກສາຢູ່ໃນຄູ່ມືນີ້ສະເຫມີ.
ການຂົນສົ່ງແລະການເກັບຮັກສາລະມັດລະວັງ
- ເມື່ອການຂົນສົ່ງຫຼືການເຄື່ອນຍ້າຍ splicer ຈາກເຢັນໄປສູ່ສະພາບແວດລ້ອມທີ່ອົບອຸ່ນ, ມັນເປັນສິ່ງຈໍາເປັນທີ່ຈະອະນຸຍາດໃຫ້ fusion splicer ອົບອຸ່ນຂຶ້ນເທື່ອລະກ້າວເພື່ອປ້ອງກັນບໍ່ໃຫ້ເກີດຄວາມຫນາແຫນ້ນພາຍໃນຫນ່ວຍ, ເຊິ່ງສາມາດມີຜົນກະທົບອັນຕະລາຍຕໍ່ splicer.
- ຫຸ້ມຫໍ່ fusion splicer ໄດ້ດີສໍາລັບການເກັບຮັກສາໃນໄລຍະຍາວ.
- ຮັກສາ splicer ສະອາດແລະແຫ້ງ.
- ເນື່ອງຈາກການປັບຕົວແລະການຈັດວາງທີ່ຊັດເຈນຂອງມັນ, ເກັບຮັກສາ splicer ໄວ້ໃນກະເປົາຖືຂອງມັນຕະຫຼອດເວລາເພື່ອປົກປ້ອງມັນຈາກຄວາມເສຍຫາຍແລະຝຸ່ນ.
- ສະເຫມີຫຼີກເວັ້ນການປະໄວ້ splicer ໃນແສງແດດໂດຍກົງຫຼືສໍາຜັດກັບຄວາມຮ້ອນຫຼາຍເກີນໄປ.
- ຢ່າເກັບຮັກສາ splicer ໃນສະພາບແວດລ້ອມທີ່ມີຝຸ່ນ. ອັນນີ້ອາດຈະສົ່ງຜົນໃຫ້ເກີດການຊ໊ອກໄຟຟ້າ, ການເຮັດວຽກຜິດປົກກະຕິຂອງ splicer ຫຼືປະສິດທິພາບຂອງ splicing ບໍ່ດີ.
- ຮັກສາຄວາມຊຸ່ມຊື່ນໃຫ້ຢູ່ໃນລະດັບຕໍາ່ສຸດທີ່ splicer ໄດ້ຖືກເກັບຮັກສາໄວ້. ຄວາມຊຸ່ມຊື່ນຕ້ອງບໍ່ເກີນ 95%.
ການຕິດຕັ້ງ
ສຳຄັນ!
ປະຕິບັດຕາມ ຄຳ ແນະ ນຳ ເຫຼົ່ານີ້ຢ່າງລະມັດລະວັງ.
Unpacking Splicer ໄດ້
ຖືມືຈັບຂຶ້ນ, ແລະຈາກນັ້ນຍົກ splicer ອອກຈາກກໍລະນີ.
ເກີນview ຂອງພາກສ່ວນພາຍນອກ

ວິທີການສະຫນອງພະລັງງານ
ແບັດເຕີຣີ
ແຜນວາດຕໍ່ໄປນີ້ສະເຫນີວິທີການຕິດຕັ້ງຫມໍ້ໄຟ.
- ປິດ Fusion Splicer
ກົດປຸ່ມປ່ອຍ, ນີ້ຈະຊ່ວຍໃຫ້ທ່ານສາມາດເລື່ອນຫມໍ້ໄຟອອກຈາກ fusion splicer. 2. ຍູ້ຫມໍ້ໄຟ
2. ຍູ້ຫມໍ້ໄຟ
3. ວາງແບດເຕີລີ່ເຂົ້າໄປໃນຊ່ອງສຽບຫົວຫນ່ວຍພະລັງງານ ຍູ້ມັນເຂົ້າໄປໃນບ່ອນທີ່ເຫມາະສົມ.
ບົດທີ 3 – ການປະຕິບັດພື້ນຖານ
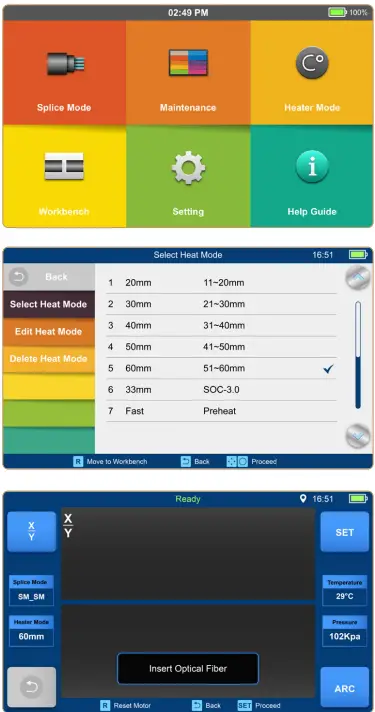
ເປີດ Splicer ໄດ້
ກົດ![]() ປຸ່ມໃນແຜງປະຕິບັດງານ, ລໍຖ້າໃຫ້ splicer ເປີດ. ຫຼັງຈາກນັ້ນ, ຍ້າຍໄປຫນ້າ Workbench.
ປຸ່ມໃນແຜງປະຕິບັດງານ, ລໍຖ້າໃຫ້ splicer ເປີດ. ຫຼັງຈາກນັ້ນ, ຍ້າຍໄປຫນ້າ Workbench.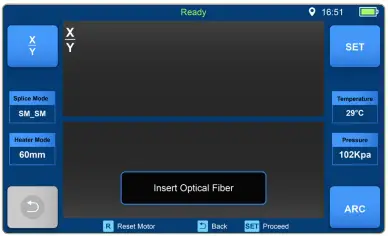
ໝາຍເຫດ:
ຈໍ LCD ເປັນອົງປະກອບທີ່ຊັດເຈນທີ່ຜະລິດໂດຍໂຮງງານຜະລິດຂອງພວກເຮົາພາຍໃຕ້ການຄວບຄຸມຄຸນນະພາບຢ່າງເຂັ້ມງວດ. ຢ່າງໃດກໍຕາມ, ບາງຈຸດນ້ອຍໆໃນສີທີ່ແຕກຕ່າງກັນອາດຈະຍັງຄົງຢູ່ໃນຫນ້າຈໍ. ໃນຂະນະດຽວກັນ, ຄວາມສະຫວ່າງຫນ້າຈໍອາດຈະບໍ່ປະກົດວ່າເປັນເອກະພາບ, ຂຶ້ນກັບ viewມຸມ. ໃຫ້ສັງເກດວ່າອາການເຫຼົ່ານີ້ບໍ່ແມ່ນຂໍ້ບົກພ່ອງ, ແຕ່ປະກົດການທໍາມະຊາດ.
ການກະກຽມເສັ້ນໄຍ
3 ຂັ້ນຕອນນີ້ຄວນໄດ້ຮັບການປະຕິບັດກ່ອນທີ່ຈະເຊື່ອມຕໍ່:
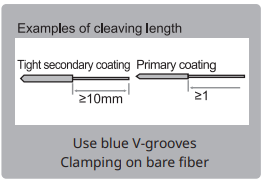
- ການປອກເປືອກ: ເອົາການເຄືອບຮອງຢ່າງຫນ້ອຍ 50 ມມ (ໃຊ້ໄດ້ສໍາລັບການເຄືອບສອງທໍ່ທີ່ແຫນ້ນແລະວ່າງ) ແລະປະມານ 30 ~ 40 ມມຂອງການເຄືອບເບື້ອງຕົ້ນດ້ວຍເຄື່ອງປອກເປືອກທີ່ເຫມາະສົມ.
- ເຮັດຄວາມສະອາດເສັ້ນໄຍເປົ່າດ້ວຍຜ້າກາວທີ່ແຊ່ດ້ວຍເຫຼົ້າບໍລິສຸດ ຫຼືເນື້ອເຍື່ອທີ່ບໍ່ມີສານດ່າງ.
- Cleave ເສັ້ນໄຍ: ເພື່ອຮັບປະກັນຜົນໄດ້ຮັບ splicing ທີ່ດີທີ່ສຸດ, cleave ເສັ້ນໄຍທີ່ມີ cleaver ຄວາມແມ່ນຍໍາສູງເຊັ່ນ INNO Instrument V series cleaver fiber, ແລະຢ່າງເຂັ້ມງວດຄວບຄຸມຄວາມຍາວຂອງ cleaving ສະແດງໃຫ້ເຫັນຂ້າງລຸ່ມນີ້.
ໝາຍເຫດ:
ຈື່ໄວ້ສະເໝີວ່າໃຫ້ເອົາເສື້ອຢືດທີ່ສາມາດຫົດຕົວດ້ວຍຄວາມຮ້ອນໃສ່ປາຍເສັ້ນໄຍທັງສອງເບື້ອງໃນຕອນເລີ່ມຕົ້ນຂອງແຕ່ລະເສັ້ນໃຍ.
 ສຳຄັນ!
ສຳຄັນ!
ໃຫ້ແນ່ໃຈວ່າເສັ້ນໄຍເປົ່າແລະສ່ວນທີ່ຂັດຂອງມັນສະອາດ.
- ຫຼີກເວັ້ນການວາງເສັ້ນໄຍລົງເທິງພື້ນຜິວທີ່ເຮັດວຽກທີ່ມີຝຸ່ນ.
- ຫຼີກເວັ້ນການໂບກເສັ້ນໃຍອ້ອມຢູ່ໃນອາກາດ.
- ກວດເບິ່ງວ່າ V-grooves ແມ່ນສະອາດ; ຖ້າບໍ່ແມ່ນ, ເຊັດພວກມັນໃຫ້ສະອາດດ້ວຍຜ້າຝ້າຍທີ່ແຊ່ດ້ວຍເຫຼົ້າ.
- ກວດເບິ່ງວ່າ clamps ແມ່ນສະອາດ; ຖ້າບໍ່ແມ່ນ, ເຊັດພວກມັນໃຫ້ສະອາດດ້ວຍຜ້າຝ້າຍທີ່ແຊ່ດ້ວຍເຫຼົ້າ.
ວິທີການເຮັດ Splice
- ເປີດຝາປິດກັນລົມ.
- ເປີດເສັ້ນໄຍ clamps.
- ວາງເສັ້ນໃຍເຂົ້າໄປໃນຮ່ອງ V. ໃຫ້ແນ່ໃຈວ່າປາຍເສັ້ນໄຍຢູ່ລະຫວ່າງຂອບ V-groove ແລະປາຍ electrode.
- Clamp ເສັ້ນໄຍຢູ່ໃນຕໍາແຫນ່ງໂດຍການປິດທັງສອງຊຸດຂອງເສັ້ນໄຍ clamps.
- ປິດຝາປ້ອງກັນລົມ.
ໝາຍເຫດ:
ໃຫ້ແນ່ໃຈວ່າຫຼີກລ່ຽງການເລື່ອນເສັ້ນໃຍຕາມຮ່ອງ V, ແຕ່ວາງພວກມັນຢູ່ເທິງຮ່ອງ V ແລະອຽງພວກມັນລົງ (ຕາມຮູບຂ້າງລຸ່ມນີ້).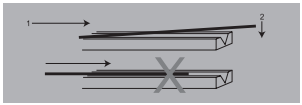

ການກວດກາເສັ້ນໄຍ
ກ່ອນທີ່ຈະສືບຕໍ່ປະຕິບັດ, ກວດສອບເສັ້ນໄຍເພື່ອກວດກາເບິ່ງວ່າພວກເຂົາເຈົ້າມີຄວາມສະອາດແລະມີການຕັດໄດ້ດີ. ຖ້າພົບຂໍ້ບົກພ່ອງໃດໆ, ກະລຸນາເອົາເສັ້ນໃຍອອກແລະກະກຽມມັນອີກເທື່ອຫນຶ່ງ.
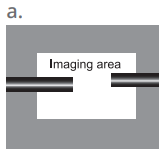 ເສັ້ນໄຍສິ້ນສຸດເຫັນໄດ້ໃນຈໍພາບ.
ເສັ້ນໄຍສິ້ນສຸດເຫັນໄດ້ໃນຈໍພາບ. 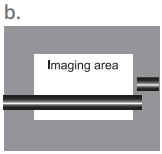 ເສັ້ນໄຍສິ້ນສຸດຈໍພາບພາຍນອກ.
ເສັ້ນໄຍສິ້ນສຸດຈໍພາບພາຍນອກ.  ເສັ້ນໄຍສິ້ນສຸດຈໍພາບຂ້າງເທິງ ແລະດ້ານລຸ່ມ - ບໍ່ສາມາດກວດພົບໄດ້.
ເສັ້ນໄຍສິ້ນສຸດຈໍພາບຂ້າງເທິງ ແລະດ້ານລຸ່ມ - ບໍ່ສາມາດກວດພົບໄດ້.
ໝາຍເຫດ:
ເສັ້ນໃຍຖືກກວດສອບໂດຍອັດຕະໂນມັດເມື່ອທ່ານກົດປຸ່ມຕັ້ງຄ່າ. Splicer ອັດຕະໂນມັດສຸມໃສ່ເສັ້ນໄຍແລະກວດເບິ່ງຄວາມເສຍຫາຍຫຼືຝຸ່ນຂີ້ຝຸ່ນ.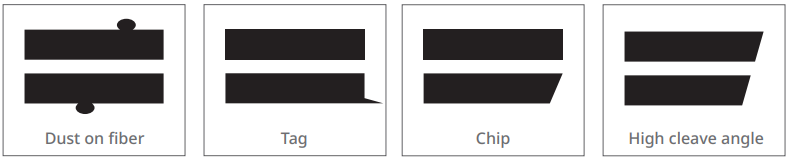
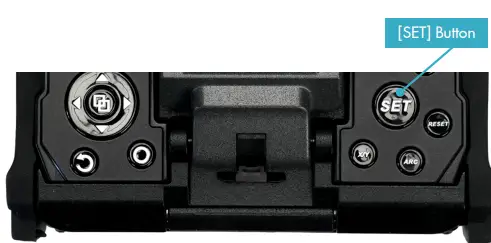
Splicing
- ເລືອກຮູບແບບ Splice ທີ່ເຫມາະສົມ.
- ເລີ່ມ splicing ໂດຍກົດປຸ່ມ "SET".
ໝາຍເຫດ:
ຖ້າ splicer ຖືກຕັ້ງເປັນ "ເລີ່ມຕົ້ນອັດຕະໂນມັດ", splicing ຈະເລີ່ມຕົ້ນອັດຕະໂນມັດເມື່ອຝາປິດ windproof ປິດ.
ວິທີການປ້ອງກັນ Splice ໄດ້
ຫຼັງຈາກ splicing, ເອົາເສັ້ນໄຍທີ່ມີແຂນຫົດຄວາມຮ້ອນເຂົ້າໄປໃນເຄື່ອງເຮັດຄວາມຮ້ອນ. ກົດປຸ່ມ [ຄວາມຮ້ອນ] ເພື່ອເລີ່ມຕົ້ນຂະບວນການເຮັດຄວາມຮ້ອນ.
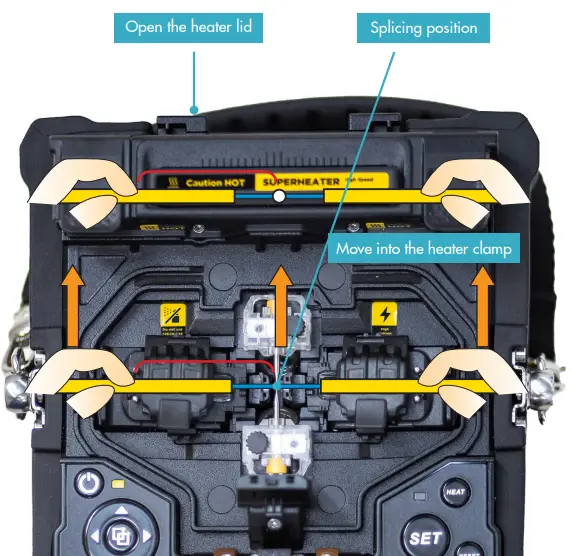
ຂັ້ນຕອນການໃຫ້ຄວາມຮ້ອນ
- ເປີດຝາເຄື່ອງເຮັດຄວາມຮ້ອນ
- ເປີດຜູ້ຖືເສັ້ນໄຍຊ້າຍແລະຂວາ. ຖືແຂນຫົດຄວາມຮ້ອນ (ທີ່ວາງໄວ້ກ່ອນຫນ້ານີ້ໃສ່ເສັ້ນໄຍ). ຍົກເສັ້ນໃຍທີ່ແຍກອອກແລ້ວຖືມັນແຫນ້ນ. ຫຼັງຈາກນັ້ນ, ເລື່ອນແຂນຫົດຄວາມຮ້ອນໄປຫາຈຸດເຊື່ອມ.
- ວາງເສັ້ນໄຍດ້ວຍແຂນຫົດຄວາມຮ້ອນໃນເຄື່ອງເຮັດຄວາມຮ້ອນ clamp.
- ກົດປຸ່ມ [SET] ເພື່ອເລີ່ມຕົ້ນການໃຫ້ຄວາມຮ້ອນ. ເມື່ອສໍາເລັດ, ຕົວຊີ້ວັດ LED ຄວາມຮ້ອນຈະປິດ.
ບົດທີ 4 – ຮູບແບບ Splice
View 3X ມີຄວາມຫລາກຫລາຍຂອງໂຫມດ splice ທີ່ງ່າຍດາຍແຕ່ມີອໍານາດຫຼາຍທີ່ກໍານົດກະແສໄຟຟ້າ, ເວລາ splice ເຊັ່ນດຽວກັນກັບຕົວກໍານົດການຕ່າງໆທີ່ໃຊ້ໃນເວລາທີ່ປະຕິບັດການເຊື່ອມ. ມັນເປັນສິ່ງຈໍາເປັນທີ່ຈະເລືອກເອົາຮູບແບບ splice ທີ່ຖືກຕ້ອງ. ມີຫຼາຍຮູບແບບ "Preset" splice ສໍາລັບການປະສົມເສັ້ນໄຍທົ່ວໄປ. ດັ່ງນັ້ນ, ມັນງ່າຍຂຶ້ນຫຼາຍທີ່ຈະປັບປຸງແກ້ໄຂແລະປັບປຸງຕົວກໍານົດການສໍາລັບການປະສົມເສັ້ນໄຍທີ່ຜິດປົກກະຕິຫຼາຍ.
ກໍາລັງສະແດງຮູບແບບ Splice ເຄື່ອນໄຫວ
ໂຫມດ splice ທີ່ໃຊ້ໄດ້ສະເຫມີຈະສະແດງຢູ່ເບື້ອງຊ້າຍຂອງຫນ້າຈໍ (ເບິ່ງຂ້າງລຸ່ມນີ້). ການເລືອກຮູບແບບ Splice
ການເລືອກຮູບແບບ Splice
- ເລືອກ [ໂໝດ Splice] ຈາກເມນູຫຼັກ.
- ເລືອກໂຫມດ splice ທີ່ເຫມາະສົມ ໂໝດ splice ເລືອກຈະປາກົດຢູ່ໃນຫນ້າຈໍ.
- ກົດປຸ່ມ [ປັບ] ເພື່ອກັບຄືນໄປຫາໜ້າການໂຕ້ຕອບເບື້ອງຕົ້ນ.

ຂັ້ນຕອນການເຊື່ອມຕໍ່ທົ່ວໄປ
ພາກນີ້ອະທິບາຍຂັ້ນຕອນທີ່ກ່ຽວຂ້ອງກັບຂະບວນການ splicing ອັດຕະໂນມັດແລະອະທິບາຍວິທີການ splice ຕົວກໍານົດການຕ່າງໆທີ່ກ່ຽວຂ້ອງກັບຂະບວນການນີ້. ຂະບວນການ splicing ປົກກະຕິສາມາດແບ່ງອອກເປັນສອງພາກ: pre-fusion ແລະ fusion.
Pre-Fusion
ໃນລະຫວ່າງການ fusion ທາງສ່ວນຫນ້າຂອງ, splicer ປະຕິບັດການສອດຄ່ອງອັດຕະໂນມັດແລະຈຸດສຸມ, ບ່ອນທີ່ເສັ້ນໄຍແມ່ນຂຶ້ນກັບກະແສ pre-fusion ຕ່ໍາເພື່ອຈຸດປະສົງທໍາຄວາມສະອາດ; ຮູບພາບທາງສ່ວນຫນ້າຂອງ fusion ແມ່ນຍັງຖືກປະຕິບັດ. ໃນຈຸດນີ້, ຜູ້ໃຊ້ໄດ້ຖືກແຈ້ງໃຫ້ຊາບກ່ຽວກັບບັນຫາໃດໆທີ່ຮັບຮູ້ໃນຮູບພາບກ່ອນການ fusion, ເຊັ່ນ: ເສັ້ນໄຍທີ່ກະກຽມບໍ່ດີ. ຫຼັງຈາກນັ້ນ, splicer ຈະສະແດງຄໍາເຕືອນກ່ອນທີ່ເສັ້ນໄຍຈະຖືກປະສົມເຂົ້າກັນ.
ຟິວຊັນ
ໃນລະຫວ່າງການເຊື່ອມຕໍ່, ເສັ້ນໄຍໄດ້ຖືກເຊື່ອມຕໍ່ກັນແລະມີຫ້າກະແສທີ່ແຕກຕ່າງກັນດັ່ງທີ່ໄດ້ສະແດງໃຫ້ເຫັນຂ້າງລຸ່ມນີ້. ຕົວກໍານົດການທີ່ສໍາຄັນ, ເຊິ່ງມີການປ່ຽນແປງໃນລະຫວ່າງການ splicing, ແມ່ນໄລຍະຫ່າງລະຫວ່າງເສັ້ນໄຍ. ໃນລະຫວ່າງການ Pre-fusion, ເສັ້ນໃຍແມ່ນຫ່າງກັນ. ໃນໄລຍະປະຈຸບັນມີການປ່ຽນແປງ, ເສັ້ນໃຍໄດ້ຖືກ spliced ຄ່ອຍໆ.
ຂະບວນການຜະສົມຜະສານ
ພະລັງງານ Arc ແລະເວລາ Arc ແມ່ນຖືວ່າເປັນສອງຕົວກໍານົດການທີ່ສໍາຄັນທີ່ສຸດ (ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້). ຊື່ແລະຈຸດປະສົງຂອງພາລາມິເຕີເຫຼົ່ານັ້ນ, ເຊັ່ນດຽວກັນກັບຜົນກະທົບແລະຄວາມສໍາຄັນຂອງພາລາມິເຕີ, ຈະຖືກອະທິບາຍໃນພາກຕໍ່ໄປ 'Standard Splicing Parameters'. ຮູບຂ້າງລຸ່ມນີ້ສະແດງໃຫ້ເຫັນເງື່ອນໄຂການໄຫຼຂອງ arc (ຄວາມສໍາພັນລະຫວ່າງ "ພະລັງງານ Arc" ແລະ "ການເຄື່ອນໄຫວຂອງມໍເຕີ"). ເງື່ອນໄຂເຫຼົ່ານີ້ສາມາດແກ້ໄຂໄດ້ໂດຍການປ່ຽນຕົວກໍານົດການ splicing ທີ່ລະບຸໄວ້ຂ້າງລຸ່ມນີ້. ຢ່າງໃດກໍຕາມ, ຂຶ້ນກັບຮູບແບບ splice, ຕົວກໍານົດການສະເພາະໃດຫນຶ່ງບໍ່ສາມາດມີການປ່ຽນແປງ.
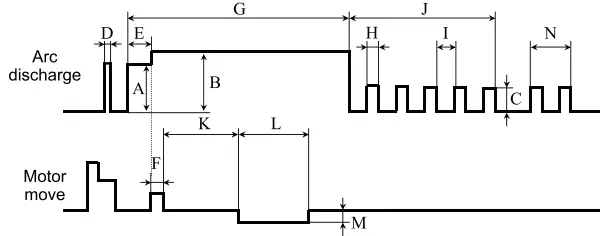 A: Pre-fuse power
A: Pre-fuse power- B: Arc 1 ພະລັງງານ
- C: Arc 2 Power
- D: ທໍາຄວາມສະອາດ Arc
- E: Pre-fuse Time
- F: Forward Time ກ່ຽວຂ້ອງກັບ Overlap G: Arc 1 ເທື່ອ
- H: Arc 2 ເປີດເວລາ
- ຂ້ອຍ: ເວລາປິດ Arc 2
- J: Arc 2 ເວລາ
- K: Taper Splicing ເວລາລໍຖ້າ
- L: Taper Splicing Time
- M: Taper Splicing ຄວາມໄວ
- N: Re-arc Time
ແຜນວາດຂອງສະພາບການປ່ອຍ ARC
ຕົວກໍານົດການ Splicing ມາດຕະຖານ
| ພາລາມິເຕີ | ລາຍລະອຽດ |
|
ແມ່ແບບ |
ບັນຊີລາຍຊື່ຂອງຮູບແບບ splice ທີ່ເກັບໄວ້ໃນຖານຂໍ້ມູນ splicer ແມ່ນສະແດງ. ເມື່ອເລືອກໂຫມດທີ່ເຫມາະສົມ, ການຕັ້ງຄ່າໂຫມດ splice ທີ່ເລືອກຈະຖືກຄັດລອກໄປທີ່ໂຫມດ splice ທີ່ເລືອກຢູ່ໃນພື້ນທີ່ທີ່ຜູ້ໃຊ້ສາມາດດໍາເນີນໂຄງການໄດ້. |
| ຊື່ | ຊື່ສໍາລັບຮູບແບບການປະທັບຕາ (ສູງສຸດເຈັດຕົວອັກສອນ) |
| ໝາຍເຫດ | ຄໍາອະທິບາຍລາຍລະອຽດສໍາລັບຮູບແບບ splice (ສູງສຸດ 15 ຕົວອັກສອນ). ມັນສະແດງຢູ່ໃນເມນູ "ເລືອກຮູບແບບ splice". |
| ການຈັດປະເພດ | ກໍານົດປະເພດການຈັດຕໍາແຫນ່ງສໍາລັບເສັ້ນໄຍ. “ຫຼັກ”: ການຈັດຮຽງເສັ້ນໃຍຫຼັກ |
| Arc ປັບ | ປັບພະລັງງານ Arc ຕາມເງື່ອນໄຂຂອງເສັ້ນໃຍ. |
| ດຶງການທົດສອບ | ຖ້າ "ການທົດສອບດຶງ" ຖືກຕັ້ງເປັນ "ON", ການທົດສອບການດຶງແມ່ນດໍາເນີນເມື່ອເປີດຝາປິດປ້ອງກັນລົມຫຼືໂດຍການກົດປຸ່ມ SET ຫຼັງຈາກ splicing. |
|
ການຄາດຄະເນການສູນເສຍ |
ການຄາດຄະເນການສູນເສຍຄວນຈະຖືກຖືວ່າເປັນເອກະສານອ້າງອີງ. ເນື່ອງຈາກການສູນເສຍໄດ້ຖືກຄິດໄລ່ໂດຍອີງໃສ່ຮູບພາບຂອງເສັ້ນໄຍ, ມັນອາດຈະແຕກຕ່າງຈາກມູນຄ່າທີ່ແທ້ຈິງ. ວິທີການຄາດຄະເນແມ່ນອີງໃສ່ເສັ້ນໄຍໂຫມດດຽວແລະຄິດໄລ່ຢູ່ທີ່ຄວາມຍາວຄື່ນຂອງ 1.31μm. ມູນຄ່າທີ່ຄາດຄະເນສາມາດເປັນການອ້າງອີງທີ່ມີຄຸນຄ່າ, ແຕ່ບໍ່ສາມາດໃຊ້ເປັນພື້ນຖານຂອງການຍອມຮັບ. |
|
ການສູນເສຍຂັ້ນຕ່ໍາ |
ຈໍານວນເງິນນີ້ແມ່ນໄດ້ເພີ່ມເຂົ້າໄປໃນການສູນເສຍ splice ຄາດຄະເນການຄິດໄລ່ໃນເບື້ອງຕົ້ນ. ເມື່ອແຍກເສັ້ນໃຍພິເສດ ຫຼືຄວາມຄ້າຍຄືກັນ, ການສູນເສຍການປະທັບຕາຕົວຈິງສູງອາດຈະເກີດຂຶ້ນໄດ້ເຖິງແມ່ນວ່າມີເງື່ອນໄຂທີ່ເໝາະສົມ. ເພື່ອເຮັດໃຫ້ການສູນເສຍ splice ຄາດຄະເນກົງກັບການສູນເສຍ splice ຕົວຈິງ, ກໍານົດການສູນເສຍຕໍາ່ສຸດທີ່ມູນຄ່າຄວາມແຕກຕ່າງ. |
| ຈໍາກັດການສູນເສຍ | ຂໍ້ຄວາມຜິດພາດຈະສະແດງຖ້າຫາກວ່າການສູນເສຍ splice ຄາດຄະເນເກີນກໍານົດການສູນເສຍທີ່ກໍານົດໄວ້. |
| ຂີດຈຳກັດມຸມຫຼັກ | ຂໍ້ຄວາມຜິດພາດຈະຖືກສະແດງຖ້າຫາກວ່າມຸມງໍຂອງເສັ້ນໄຍສອງ spliced ເກີນກໍານົດໄວ້ທີ່ເລືອກ (Core angle limit). |
| ຂີດຈຳກັດມຸມ | ຂໍ້ຄວາມຜິດພາດຈະສະແດງໃຫ້ເຫັນຖ້າຫາກວ່າມຸມ cleave ຂອງເສັ້ນໄຍຊ້າຍຫຼືຂວາທີ່ສຸດເກີນຂອບເຂດທີ່ເລືອກ (ການຈໍາກັດການຕັດ). |
|
ຕໍາແຫນ່ງຊ່ອງຫວ່າງ |
ກໍານົດຕໍາແຫນ່ງທີ່ກ່ຽວຂ້ອງຂອງສະຖານທີ່ splicing ກັບສູນກາງຂອງ electrodes. ການສູນເສຍ splice ອາດຈະຖືກປັບປຸງໃນກໍລະນີຂອງການແຍກເສັ້ນໄຍທີ່ບໍ່ຄ້າຍຄືກັນໂດຍການປ່ຽນ [ຕໍາແຫນ່ງ Gap] ໄປສູ່ເສັ້ນໄຍທີ່ມີ MFD ໃຫຍ່ກວ່າ MFD ເສັ້ນໄຍອື່ນໆ. |
| ຊ່ອງຫວ່າງ | ກໍານົດຊ່ອງຫວ່າງດ້ານຫນ້າດ້ານຫລັງລະຫວ່າງເສັ້ນໃຍຊ້າຍແລະຂວາໃນເວລາທີ່ສອດຄ່ອງແລະການໄຫຼອອກທາງສ່ວນຫນ້າຂອງ fusion. |
|
ທັບຊ້ອນກັນ |
ກໍານົດປະລິມານການຊ້ອນກັນຂອງເສັ້ນໃຍຢູ່ທີ່ເສັ້ນໄຍ propelling stage. ຂ້ອນຂ້າງນ້ອຍ [Overlap] ແມ່ນແນະນໍາໃຫ້ຖ້າ [Preheat Arc Value] ຕໍ່າ, ໃນຂະນະທີ່ຂ້ອນຂ້າງໃຫຍ່ [Overlap] ແມ່ນແນະນໍາຖ້າ [Preheat Arc Value] ສູງ. |
| ການເຮັດຄວາມສະອາດເວລາ Arc | arc ທໍາຄວາມສະອາດເຜົາໄຫມ້ອອກຂີ້ຝຸ່ນຈຸນລະພາກຢູ່ດ້ານຂອງເສັ້ນໄຍທີ່ມີການໄຫຼ arc ສໍາລັບໄລຍະເວລາສັ້ນຂອງທີ່ໃຊ້ເວລາ. ໄລຍະເວລາຂອງການເຮັດຄວາມສະອາດສາມາດປ່ຽນແປງໄດ້ໂດຍພາລາມິເຕີນີ້. |
|
Preheat ຄ່າ Arc |
ຕັ້ງຄ່າພະລັງງານອາກໂຄ້ງກ່ອນຟິວຕັ້ງແຕ່ເລີ່ມຕົ້ນຂອງການໄຫຼຂອງອາກໄປສູ່ຈຸດເລີ່ມຕົ້ນຂອງການກະຕຸ້ນເສັ້ນໃຍ. ຖ້າ "Preheat Arc Value" ຖືກຕັ້ງໄວ້ຕໍ່າເກີນໄປ, ການຊົດເຊີຍຕາມແກນອາດຈະເກີດຂື້ນຖ້າມຸມທີ່ຖືກຕັດບໍ່ດີ. ຖ້າ "Preheat Arc Value" ຖືກຕັ້ງໄວ້ສູງເກີນໄປ, ເສັ້ນໃຍປາຍຂອງໃບຫນ້າຈະຖືກປະສົມປະສານຫຼາຍເກີນໄປແລະການສູນເສຍການເຊື່ອມໂລຫະເພີ່ມຂຶ້ນ. |
| Preheat ເວລາ Arc | ຕັ້ງເວລາອາກກ່ອນຟິວຕັ້ງແຕ່ເລີ່ມຕົ້ນການໄຫຼຂອງອາກຈົນເຖິງຈຸດເລີ່ມຕົ້ນຂອງເສັ້ນໃຍ. ຍາວ [Preheat Arc Time] ແລະສູງ [Preheat Arc Value] ນໍາໄປສູ່ຜົນໄດ້ຮັບດຽວກັນ. |
| ຄ່າ Fuse Arc | ຕັ້ງຄ່າພະລັງງານ Arc. |
| Fuse Arc ເວລາ | ຕັ້ງເວລາ Arc. |
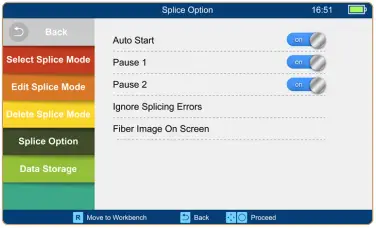
ບົດທີ 5 – ທາງເລືອກ Splice
ການຕັ້ງຄ່າ Splice Mode
- ເລືອກ [ຕົວເລືອກ Splice] ໃນເມນູ Splice Mode.
- ເລືອກຕົວກໍານົດການທີ່ຈະປ່ຽນ.
| ພາລາມິເຕີ | ລາຍລະອຽດ |
| ອັດຕະໂນມັດເລີ່ມຕົ້ນ | ຖ້າ "ເລີ່ມຕົ້ນອັດຕະໂນມັດ" ຖືກຕັ້ງເປັນ ON, ການເຊື່ອມຕົວເລີ່ມຕົ້ນອັດຕະໂນມັດທັນທີທີ່ຝາປິດກັນລົມ. ເສັ້ນໄຍຄວນໄດ້ຮັບການກະກຽມແລະໃສ່ເຂົ້າໄປໃນ splicer ລ່ວງຫນ້າ. |
| ຢຸດ 1 | ຖ້າ "ຢຸດ 1" ຖືກຕັ້ງເປັນເປີດ, ການເຮັດວຽກຂອງ splicing ຢຸດຊົ່ວຄາວເມື່ອເສັ້ນໃຍເຂົ້າໄປໃນຕໍາແຫນ່ງຊ່ອງຫວ່າງ. ມຸມຕັດແມ່ນສະແດງໃນລະຫວ່າງການຢຸດຊົ່ວຄາວ. |
| ຢຸດ 2 | ຖ້າ "ຢຸດ 2" ຖືກຕັ້ງເປັນ ON, ການປະຕິບັດການປະທັບຕາຢຸດຊົ່ວຄາວຫຼັງຈາກການຈັດເສັ້ນໃຍສໍາເລັດ. |
| ບໍ່ສົນໃຈຄວາມຜິດພາດຂອງ splice | |
| ມຸມ |
ການຕັ້ງຄ່າເປັນ "ປິດ" ບໍ່ສົນໃຈຂໍ້ບົກພ່ອງແລະສືບຕໍ່ເຮັດສໍາເລັດການ splicing ເຖິງແມ່ນວ່າຄວາມຜິດພາດທີ່ລະບຸໄວ້ຈະປາກົດ. |
| ມຸມຫຼັກ | |
| ການສູນເສຍ | |
| ໄຂມັນ | |
| ບາງໆ | |
| ຮູບພາບເສັ້ນໄຍໃນຫນ້າຈໍ | |
| ຢຸດ 1 |
ກໍານົດວິທີການສະແດງຂອງຮູບພາບເສັ້ນໄຍໃນຫນ້າຈໍໃນລະຫວ່າງການທີ່ແຕກຕ່າງກັນ stages ຂອງການດໍາເນີນງານ splicing. |
| ຈັດຮຽງ | |
| ຢຸດ 2 | |
| ອາກ | |
| ຄາດຄະເນ | |
| ຕັ້ງຊ່ອງຫວ່າງ | |
ບົດທີ 6 – ໂໝດເຄື່ອງເຮັດຄວາມຮ້ອນ
- Splicer ໃຫ້ໂຫມດຄວາມຮ້ອນສູງສຸດ 32, ລວມທັງ 7 ໂຫມດຄວາມຮ້ອນທີ່ຕັ້ງໄວ້ໂດຍ INNO Instrument, ເຊິ່ງຜູ້ໃຊ້ສາມາດດັດແປງ, ຄັດລອກແລະເອົາອອກໄດ້.
ເລືອກຮູບແບບຄວາມຮ້ອນທີ່ກົງກັບແຂນປ້ອງກັນທີ່ໃຊ້. - ສໍາລັບແຕ່ລະປະເພດຂອງແຂນປ້ອງກັນ, splicer ມີຮູບແບບຄວາມຮ້ອນທີ່ດີທີ່ສຸດຂອງຕົນ. ຮູບແບບເຫຼົ່ານີ້ສາມາດພົບໄດ້ໃນການໂຕ້ຕອບຂອງຮູບແບບເຄື່ອງເຮັດຄວາມຮ້ອນສໍາລັບການອ້າງອີງ. ທ່ານສາມາດຄັດລອກຮູບແບບທີ່ເຫມາະສົມແລະວາງມັນໃສ່ຮູບແບບທີ່ກໍາຫນົດເອງໃຫມ່. ຜູ້ໃຊ້ສາມາດແກ້ໄຂຕົວກໍານົດການເຫຼົ່ານັ້ນ.
ເລືອກໂໝດເຄື່ອງເຮັດຄວາມຮ້ອນ
- ເລືອກ [ເລືອກໂໝດຄວາມຮ້ອນ] ໃນເມນູ [ໂໝດເຄື່ອງເຮັດຄວາມຮ້ອນ].
- ເລືອກເມນູ [Heater Mode].
- ໂໝດຄວາມຮ້ອນທີ່ເລືອກຈະປາກົດຢູ່ໜ້າຈໍ. ກົດປຸ່ມ [R] ເພື່ອກັບຄືນໄປຫາການໂຕ້ຕອບເບື້ອງຕົ້ນ. ເລືອກໂໝດຄວາມຮ້ອນ.
ແກ້ໄຂໂໝດຄວາມຮ້ອນ
ຕົວກໍານົດການໃຫ້ຄວາມຮ້ອນຂອງຮູບແບບການໃຫ້ຄວາມຮ້ອນສາມາດຖືກແກ້ໄຂໂດຍຜູ້ໃຊ້.
ແກ້ໄຂໂໝດຄວາມຮ້ອນ
ຕົວກໍານົດການໃຫ້ຄວາມຮ້ອນຂອງຮູບແບບການໃຫ້ຄວາມຮ້ອນສາມາດຖືກແກ້ໄຂໂດຍຜູ້ໃຊ້.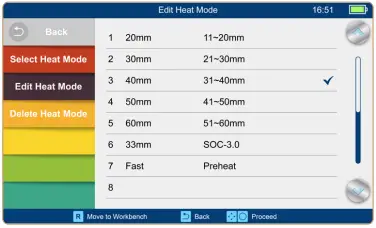 ເລືອກ [ແກ້ໄຂຮູບແບບຄວາມຮ້ອນ] ໃນຮູບແບບ [Heater] ເມນູ.
ເລືອກ [ແກ້ໄຂຮູບແບບຄວາມຮ້ອນ] ໃນຮູບແບບ [Heater] ເມນູ.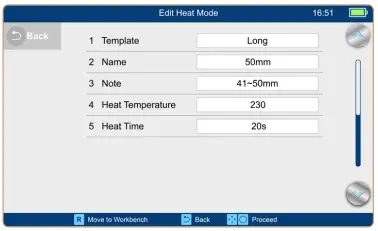
ເລືອກເມນູ [Heater Mode]. ເລືອກ [Delete Heat Mode]. ເລືອກຮູບແບບຄວາມຮ້ອນທີ່ຈະລຶບ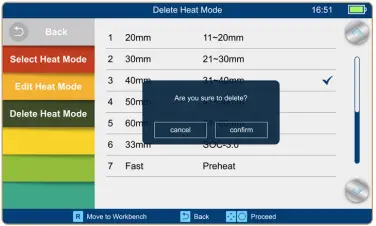
ໝາຍເຫດ:
ໂຫມດສີຂີ້ເຖົ່າ (20mm, 30mm, 40mm, 50mm, 33mm) ແມ່ນການຕັ້ງຄ່າລະບົບທີ່ບໍ່ສາມາດລຶບໄດ້.
ຕົວກໍານົດການຂອງຮູບແບບຄວາມຮ້ອນ
| ພາລາມິເຕີ | ລາຍລະອຽດ |
| ແມ່ແບບ | ກໍານົດປະເພດເສອແຂນ. ບັນຊີລາຍຊື່ຂອງຮູບແບບຄວາມຮ້ອນທັງຫມົດແມ່ນສະແດງ. ໂໝດທີ່ເລືອກຈະຖືກສຳເນົາໄປໃສ່ໂໝດໃໝ່ |
| ຊື່ | ຫົວຂໍ້ຂອງຮູບແບບຄວາມຮ້ອນ. |
| ອຸນຫະພູມເຄື່ອງເຮັດຄວາມຮ້ອນ | ຕັ້ງຄ່າອຸນຫະພູມຄວາມຮ້ອນ. |
| ເວລາເຄື່ອງເຮັດຄວາມຮ້ອນ | ຕັ້ງເວລາໃຫ້ຄວາມຮ້ອນ. |
| Preheat ອຸນຫະພູມ | ຕັ້ງຄ່າອຸນຫະພູມ preheat. |
Splicer ມີຫຼາຍຫນ້າທີ່ປະຕິບັດການບໍາລຸງຮັກສາເປັນປົກກະຕິ. ພາກນີ້ອະທິບາຍວິທີການນໍາໃຊ້ເມນູບໍາລຸງຮັກສາ. ເລືອກ [Maintenance Menu].
ເລືອກຟັງຊັນເພື່ອປະຕິບັດ.
ບໍາລຸງຮັກສາ
splicer ມີຟັງຊັນການທົດສອບການວິນິດໄສໃນຕົວທີ່ອະນຸຍາດໃຫ້ຜູ້ໃຊ້ສາມາດປະເມີນຕົວກໍານົດການຕົວແປທີ່ສໍາຄັນຈໍານວນຫນຶ່ງໃນພຽງແຕ່ຂັ້ນຕອນດຽວ. ປະຕິບັດຫນ້ານີ້ໃນກໍລະນີຂອງບັນຫາການດໍາເນີນງານ splicer.
- ເລືອກ [Maintenance] ໃນ [Maintenance Menu]
- ປະຕິບັດ [ການບໍາລຸງຮັກສາ], ຫຼັງຈາກນັ້ນການກວດສອບຕໍ່ໄປນີ້ຈະຖືກເຮັດ.

| ບໍ່. | ກວດສອບລາຍການ | ລາຍລະອຽດ |
| 1 | ການປັບທຽບ LED | ວັດແທກແລະປັບຄວາມສະຫວ່າງຂອງ LED. |
|
2 |
ກວດຂີ້ຝຸ່ນ |
ກວດເບິ່ງຮູບກ້ອງຖ່າຍຮູບສໍາລັບຝຸ່ນຫຼືຝຸ່ນແລະປະເມີນວ່າພວກມັນລົບກວນການປະເມີນເສັ້ນໄຍ. ຖ້າກວດພົບການປົນເປື້ອນ, ກົດປຸ່ມກັບຄືນສອງຄັ້ງເພື່ອສະແດງສະຖານທີ່ຂອງມັນ. |
| 3 | ປັບຕໍາແຫນ່ງ | ການປັບເສັ້ນໄຍອັດຕະໂນມັດ |
| 4 | ການປັບທຽບມໍເຕີ | ປັບຄວາມໄວອັດຕະໂນມັດຂອງ 4 ມໍເຕີ. |
| 5 | ສະຖຽນລະພາບໄຟຟ້າ | ວັດແທກຕໍາແຫນ່ງຂອງ electrodes ໄດ້ຢ່າງຖືກຕ້ອງໂດຍການໄຫຼ ARC. |
| 6 | ການປັບທຽບອາກ | ປັບຕົວປັດໄຈພະລັງງານ Arc ແລະຕຳແໜ່ງການເຊື່ອມເສັ້ນໄຍໂດຍອັດຕະໂນມັດ. |
ທົດແທນ electrodes
ຍ້ອນວ່າ electrodes ໄດ້ worn ອອກໃນລະຫວ່າງການຂະບວນການ splicing ໃນໄລຍະເວລາ, ການຜຸພັງກ່ຽວກັບຄໍາແນະນໍາຂອງ electrodes ຄວນໄດ້ຮັບການກວດກາເປັນປົກກະຕິ. ມັນໄດ້ຖືກແນະນໍາໃຫ້ປ່ຽນ electrodes ຫຼັງຈາກ 4500 arc discharges. ເມື່ອຈໍານວນການໄຫຼຂອງ arc ຮອດຈໍານວນ 5500, ຂໍ້ຄວາມທີ່ກະຕຸ້ນໃຫ້ປ່ຽນ electrodes ຈະຖືກສະແດງທັນທີຫຼັງຈາກເປີດໄຟ. ການນໍາໃຊ້ electrodes worn-out ຈະສົ່ງຜົນໃຫ້ມີການສູນເສຍ splice ສູງຂຶ້ນແລະຫຼຸດຜ່ອນຄວາມເຂັ້ມແຂງ splice.
ຂັ້ນຕອນການທົດແທນ
- ເລືອກ [Replace Electrodes] ໃນ [Maintenance Menu].
- ຂໍ້ຄວາມຄໍາແນະນໍາຈະປາກົດຢູ່ໃນຫນ້າຈໍ. ຫຼັງຈາກນັ້ນ, ປິດ splicer ໄດ້. ເອົາ electrodes ເກົ່າອອກ.
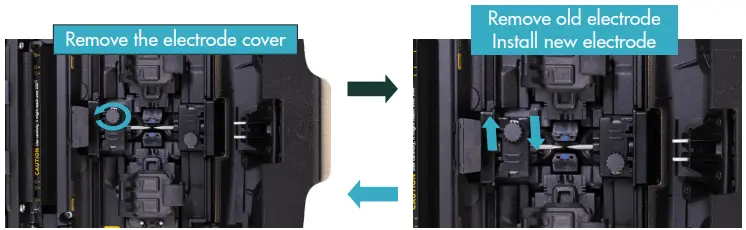
ເຮັດຄວາມສະອາດ electrodes ໃໝ່ດ້ວຍຜ້າອັດປາກສະອາດທີ່ແຊ່ດ້ວຍເຫຼົ້າ ຫຼື ເນື້ອເຍື່ອທີ່ບໍ່ມີເສັ້ນດ່າງ, ແລະຕິດຕັ້ງພວກມັນໃສ່ໃນ splicer.
- I) ໃສ່ electrodes ເຂົ້າໄປໃນຝາປິດ electrode.
- II) ຕິດຕັ້ງຝາປິດ electrode ໃນ splicer, ແລະ screws ແຫນ້ນ.
ໝາຍເຫດ:
ຫ້າມປິດຝາ electrode ໃຫ້ແໜ້ນເກີນໄປ.
INNO Instrument ແນະນໍາໃຫ້ຜູ້ໃຊ້ທັງຫມົດປະຕິບັດ [Stabilize Electrodes] ແລະເຮັດສໍາເລັດ [Arc Calibration] ຫຼັງຈາກການທົດແທນ electrode ເພື່ອຮັກສາຜົນໄດ້ຮັບ splice ທີ່ດີແລະຄວາມເຂັ້ມແຂງ splice (ລາຍລະອຽດແມ່ນອະທິບາຍຂ້າງລຸ່ມນີ້).
- ເລືອກ [Stabilize electrodes].
- ວາງເສັ້ນໃຍທີ່ກຽມໄວ້ເຂົ້າໄປໃນ splicer ສໍາລັບ splicing.
- ກົດປຸ່ມ [S], ແລະ splicer ຈະເລີ່ມສະຖຽນລະພາບ electrodes ອັດຕະໂນມັດໃນຂັ້ນຕອນດັ່ງຕໍ່ໄປນີ້:
- ເຮັດຊ້ຳການໄຫຼຂອງອາກຫ້າເທື່ອເພື່ອວັດແທກຕຳແໜ່ງຂອງອາກ.
- ດໍາເນີນການ splicing 20 ເທື່ອຕິດຕໍ່ກັນເພື່ອສ້າງຕໍາແຫນ່ງ electrodes ທີ່ຊັດເຈນ.
ການປັບທຽບມໍເຕີ
ມໍເຕີໄດ້ຖືກປັບຢູ່ໃນໂຮງງານກ່ອນການຂົນສົ່ງ, ຢ່າງໃດກໍ່ຕາມການຕັ້ງຄ່າຂອງພວກມັນອາດຈະຕ້ອງໄດ້ຮັບການປັບຕາມເວລາ. ຟັງຊັນນີ້ປັບອັດຕະໂນມັດຂອງມໍເຕີກົດ.
ຂັ້ນຕອນການດໍາເນີນງານ
- ເລືອກ [Motor Calibration] ໃນ [Maintenance Menu].
- ໂຫຼດເສັ້ນໃຍທີ່ກຽມໄວ້ເຂົ້າໄປໃນ splicer ແລະກົດປຸ່ມ [Set].
- ມໍເຕີກົດຈະຖືກປັບອັດຕະໂນມັດ. ເມື່ອສໍາເລັດ, ຂໍ້ຄວາມສໍາເລັດຈະຖືກສະແດງ.
ໝາຍເຫດ:
* ປະຕິບັດຫນ້າທີ່ນີ້ເມື່ອຄວາມຜິດພາດ "ໄຂມັນ" ຫຼື "ບາງ" ເກີດຂື້ນ, ຫຼືການຈັດຕໍາແຫນ່ງເສັ້ນໄຍຫຼືການສຸມໃສ່ໃຊ້ເວລາຫຼາຍເກີນໄປ.
ການປັບທຽບອາກ
ຂັ້ນຕອນການດໍາເນີນງານ
- ຫຼັງຈາກທີ່ທ່ານໄດ້ເລືອກ [Arc Calibration] ໃນເມນູບໍາລຸງຮັກສາ, ຮູບພາບຂອງ [Arc Calibration] ຈະໄດ້ຮັບການສະແດງໃນຫນ້າຈໍ.
- ຕັ້ງເສັ້ນໃຍທີ່ກຽມໄວ້ເທິງຕົວແຍກ, ກົດປຸ່ມ [Set] ເພື່ອເລີ່ມການປັບທຽບ ARC.
ໝາຍເຫດ:
ໃຊ້ເສັ້ນໄຍ SM ມາດຕະຖານສໍາລັບການປັບຕົວປັບເສັ້ນໂຄ້ງ. * ໃຫ້ແນ່ໃຈວ່າເສັ້ນໄຍສະອາດ. ຂີ້ຝຸ່ນຢູ່ເທິງພື້ນຜິວເສັ້ນໄຍມີຜົນກະທົບຕໍ່ການປັບເສັ້ນໂຄ້ງ.
- ຫຼັງຈາກການປັບ Arc, 2 ຄ່າຕົວເລກຈະໄດ້ຮັບການສະແດງຢູ່ໃນຫນ້າຈໍ. ເມື່ອຄ່າທາງດ້ານຂວາແມ່ນ 11±1, splicer ຈະເຕືອນຂໍ້ຄວາມສໍາລັບການສໍາເລັດ, ຖ້າບໍ່ດັ່ງນັ້ນເສັ້ນໄຍຕ້ອງໄດ້ຮັບການ cleaved ອີກເທື່ອຫນຶ່ງສໍາລັບການ Arc Calibration ຈົນກ່ວາຂໍ້ຄວາມຈົນກ່ວາການດໍາເນີນງານສໍາເລັດສົບຜົນສໍາເລັດ.
- ໂດຍຜ່ານການວິເຄາະຮູບພາບ, splicer ກວດພົບຂີ້ຝຸ່ນແລະສິ່ງປົນເປື້ອນຢູ່ໃນກ້ອງຖ່າຍຮູບ splicer, ແລະເລນທີ່ອາດຈະເຮັດໃຫ້ການກວດພົບເສັ້ນໄຍທີ່ບໍ່ຖືກຕ້ອງ. ຟັງຊັນນີ້ກວດເບິ່ງຮູບພາບຂອງກ້ອງຖ່າຍຮູບສໍາລັບການປະກົດຕົວຂອງສິ່ງປົນເປື້ອນແລະປະເມີນວ່າພວກມັນຈະມີຜົນກະທົບຕໍ່ຄຸນນະພາບຂອງ splicing.
ຂັ້ນຕອນການດໍາເນີນງານ
- ເລືອກ [ການກວດສອບຂີ້ຝຸ່ນ] ໃນ [ເມນູ Maintenance].
- ຖ້າເສັ້ນໃຍຖືກວາງຢູ່ໃນ splicer, ເອົາພວກມັນອອກແລະກົດ [Set] ເພື່ອເລີ່ມຕົ້ນການກວດສອບຂີ້ຝຸ່ນ.
- ຖ້າກວດພົບຂີ້ຝຸ່ນໃນລະຫວ່າງຂະບວນການກວດຂີ້ຝຸ່ນ, ຂໍ້ຄວາມ "ລົ້ມເຫລວ" ຈະຖືກສະແດງຢູ່ໃນຫນ້າຈໍ. ຫຼັງຈາກນັ້ນ, ເຮັດຄວາມສະອາດເລນ, ແລະ [ກວດເບິ່ງຝຸ່ນ] ຈົນກ່ວາຂໍ້ຄວາມ "ສໍາເລັດ" ປາກົດຢູ່ໃນຫນ້າຈໍ.
ໝາຍເຫດ:
ຖ້າການປົນເປື້ອນຍັງມີຢູ່ຫຼັງຈາກການເຮັດຄວາມສະອາດເລນຈຸດປະສົງ, ກະລຸນາຕິດຕໍ່ຕົວແທນຂາຍທີ່ໃກ້ທີ່ສຸດຂອງທ່ານ.
Electrodes ແມ່ນແນະນໍາໃຫ້ຖືກແທນທີ່ດ້ວຍອັນໃຫມ່ໃນເວລາທີ່ຈໍານວນ Arc ປະຈຸບັນເກີນ 5500 ເພື່ອຮັບປະກັນຄຸນນະພາບຂອງ splice.
- ເຂົ້າໄປໃນ [Maintenance Menu] > [Replace Electrodes] > [Electrode Thresholds].
- ຕັ້ງຄ່າເຕືອນ electrode ແລະເຕືອນ electrode.
| ພາລາມິເຕີ | ລາຍລະອຽດ |
|
ລະວັງໄຟຟ້າ |
ເມື່ອຈໍານວນການໄຫຼຂອງ electrode ແມ່ນຫຼາຍກ່ວາຈໍານວນທີ່ກໍານົດໄວ້, ຂໍ້ຄວາມ "ລະມັດລະວັງ! ປ່ຽນ electrodes” ຈະປາກົດຂຶ້ນເມື່ອທ່ານເລີ່ມ fusion splicer. ພາລາມິເຕີແມ່ນແນະນໍາໃຫ້ຕັ້ງເປັນ "4500". |
|
ເຕືອນໄຟຟ້າ |
ເມື່ອຈໍານວນການໄຫຼຂອງ electrode ແມ່ນຫຼາຍກ່ວາຈໍານວນທີ່ກໍານົດໄວ້, ຂໍ້ຄວາມ "ຄໍາເຕືອນ! ປ່ຽນ electrodes” ຈະປາກົດຂຶ້ນເມື່ອທ່ານເລີ່ມ fusion splicer. ພາລາມິເຕີນີ້ແມ່ນແນະນໍາໃຫ້ຕັ້ງເປັນ "5500". |
ອັບເດດຊອບແວ
- ທ່ານຈະຈໍາເປັນຕ້ອງໄດ້ໄປຫາ View 5X ຫນ້າຜະລິດຕະພັນຢູ່ໃນ www.innoinstrument.com ແລະດາວໂຫລດຊອບແວທີ່ປັບປຸງ file ຈາກໜ້ານີ້.
- ເມື່ອດາວໂຫລດແລ້ວ, ອັບໂຫລດ file ໃສ່ USB drive.
- ຫຼັງຈາກນັ້ນ, ສຽບ USB drive ເຂົ້າໄປໃນ splicer ແລະອັບໂຫລດ files.
- ເລືອກ [ອັບເດດຊອບແວ] ໃນການໂຕ້ຕອບ [ການຕັ້ງຄ່າລະບົບ].
- ຫຼັງຈາກທີ່ທ່ານໄດ້ຄລິກໃສ່ [OK], splicer ອັດຕະໂນມັດຈະເລີ່ມຕົ້ນຂະບວນການຍົກລະດັບ.
- splicer ຈະ restart ຫຼັງຈາກການປັບປຸງສໍາເລັດ.
ບົດທີ 8 – ເຄື່ອງໃຊ້ຕ່າງໆ
ການຕັ້ງຄ່າລະບົບ
| ພາລາມິເຕີ | ລາຍລະອຽດ |
| Buzzer | ຕັ້ງຄ່າ buzzer ສຽງ. |
| ຫນ່ວຍອຸນຫະພູມ | ຕັ້ງຄ່າຫົວໜ່ວຍອຸນຫະພູມ. |
| ການໃຫ້ຄວາມຮ້ອນອັດຕະໂນມັດ | ຖ້າຕັ້ງເປັນ [ເປີດ], ເມື່ອເສັ້ນໄຍຖືກໃສ່ເຂົ້າໄປໃນເຄື່ອງເຮັດຄວາມຮ້ອນ. ເຄື່ອງເຮັດຄວາມຮ້ອນຈະທໍາຄວາມຮ້ອນໂດຍອັດຕະໂນມັດ. |
| ກວດຂີ້ຝຸ່ນ | ກວດເບິ່ງວ່າມີຂີ້ຝຸ່ນຢູ່ໃນພື້ນທີ່ຖ່າຍຮູບຫຼືບໍ່. ຕັ້ງຟັງຊັນກວດຂີ້ຝຸ່ນ, ປິດຕາມຄ່າເລີ່ມຕົ້ນ. ຖ້າຕັ້ງເປັນ ON, ການກວດສອບທໍ່ຈະຖືກປະຕິບັດໂດຍອັດຕະໂນມັດເມື່ອ splicer ເປີດ. |
| ດຶງການທົດສອບ | ຕັ້ງການທົດສອບດຶງ, ເປີດໂດຍຄ່າເລີ່ມຕົ້ນ, ຖ້າຕັ້ງເປັນປິດ, ການທົດສອບດຶງຈະບໍ່ຖືກປະຕິບັດ. |
| LED ສີຂາວ | ສະຫຼັບ LED ສີຂາວ. |
| ລະຫັດຜ່ານລັອກ | ເປີດໃຊ້ການປົກປ້ອງລະຫັດຜ່ານ. |
| ຣີເຊັດ | ຟື້ນຟູການຕັ້ງຄ່າໂຮງງານ. |
| ອັບເດດຊອບແວ | ຂັ້ນຕອນການປັບປຸງຊອບແວ Splicer. |
| ພາສາ | ກໍານົດພາສາລະບົບ. |
| ທາງເລືອກປະຫຍັດພະລັງງານ | ຕັ້ງຄ່າເວລາ [ປິດໜ້າຈໍ], ເວລາຂອງ [Splicer Shut Down] ແລະຄວາມສະຫວ່າງ LCD. |
| ຕັ້ງປະຕິທິນ | ກໍານົດເວລາຂອງລະບົບ. |
| ປ່ຽນລະຫັດຜ່ານ | ທາງເລືອກການປ່ຽນລະຫັດຜ່ານ. ລະຫັດຜ່ານເລີ່ມຕົ້ນ 0000. |
ທາງເລືອກປະຫຍັດພະລັງງານ
ຖ້າຟັງຊັນການປະຫຍັດພະລັງງານບໍ່ໄດ້ຕັ້ງໃນລະຫວ່າງການໃຊ້ໃນແບດເຕີລີ່, ຈໍານວນຮອບວຽນຂອງ splice ຈະຫຼຸດລົງ.
- ເລືອກ [ຕົວເລືອກການປະຢັດພະລັງງານ] ໃນ [ການຕັ້ງຄ່າລະບົບ] ເມນູ.
- ປ່ຽນເວລາຂອງ [Monitor Shut Down] ແລະ [Splicer Shut Down]
| ພາລາມິເຕີ | ລາຍລະອຽດ |
|
ປິດໜ້າຈໍ |
ເພື່ອປະຢັດພະລັງງານແບັດເຕີຣີ, ການເປີດຄຸນສົມບັດນີ້ຈະປິດໜ້າຈໍອັດຕະໂນມັດ ຖ້າຕົວເຊື່ອມຕໍ່ບໍ່ໄດ້ໃຊ້ເວລາທີ່ກໍານົດໄວ້. ເມື່ອໜ້າຈໍປິດ, ທ່ານຈະເຫັນໄຟກະພິບຢູ່ຂ້າງປຸ່ມເປີດປິດ. ກົດປຸ່ມໃດກໍໄດ້ເພື່ອເປີດໜ້າຈໍຄືນໃໝ່. |
| Splicer ປິດລົງ | ປິດໄຟຂອງ splicer ໂດຍອັດຕະໂນມັດຖ້າມັນບໍ່ເຄື່ອນໄຫວຕາມເວລາທີ່ກໍານົດໄວ້. ນີ້ຊ່ວຍຫຼີກເວັ້ນການລະບາຍຫມໍ້ໄຟ. |
ຂໍ້ມູນລະບົບ
ຫຼັງຈາກເລືອກ [ຂໍ້ມູນລະບົບ], ຂໍ້ຄວາມຕໍ່ໄປນີ້ຈະສະແດງຢູ່ໃນຫນ້າຈໍ:
| ພາລາມິເຕີ | ລາຍລະອຽດ |
| ເຄື່ອງ Serial NO. | ສະແດງເລກລໍາດັບຂອງ fusion splicer. |
| ເວີຊັນຊອບແວ | ສະແດງເວີຊັນຊອບແວຂອງ fusion splicer. |
| ລຸ້ນ FPGA | ສະແດງສະບັບຂອງ FPGA. |
| ຈຳນວນ Arc ທັງໝົດ | ສະແດງຈຳນວນການໄຫຼວຽນທັງໝົດ. |
| ການນັບ Arc ໃນປັດຈຸບັນ | ສະແດງຈໍານວນການໄຫຼຂອງອາກສໍາລັບຊຸດຂອງ electrodes ໃນປັດຈຸບັນ. |
| ການບໍາລຸງຮັກສາຄັ້ງສຸດທ້າຍ | ສະແດງວັນທີການບຳລຸງຮັກສາຄັ້ງສຸດທ້າຍ. |
| ວັນທີຜະລິດ | ສະແດງວັນທີຜະລິດ. |
ເອກະສານຊ້ອນທ້າຍ I
ການສູນເສຍ Splice ສູງ: ສາເຫດແລະວິທີແກ້ໄຂ
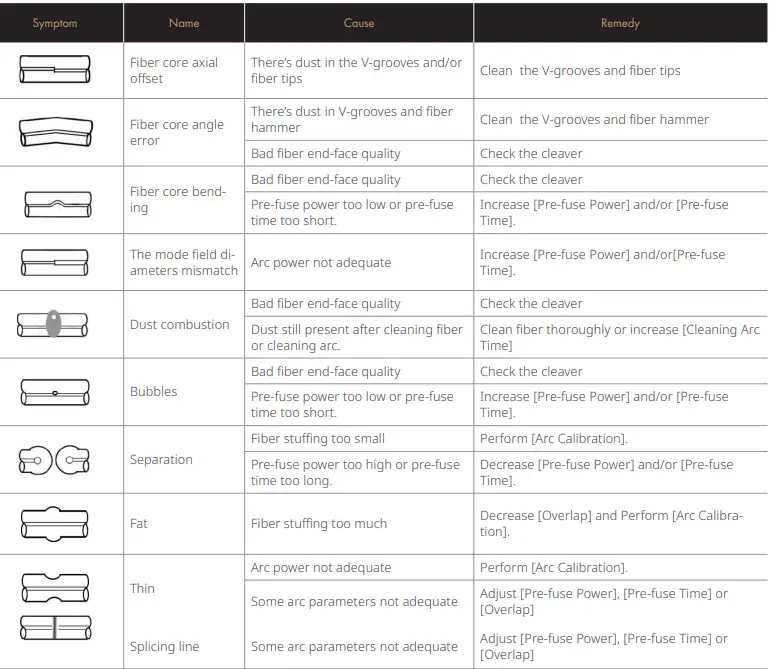
ໝາຍເຫດ:
ເມື່ອແຍກເສັ້ນໃຍແກ້ວນໍາແສງຕ່າງໆທີ່ມີເສັ້ນຜ່າສູນກາງທີ່ແຕກຕ່າງກັນ ຫຼືເສັ້ນໃຍຫຼາຍຮູບແບບ, ເສັ້ນຕັ້ງ, ເອີ້ນວ່າ "ເສັ້ນ splicing," ອາດຈະປາກົດຂຶ້ນ. ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະສັງເກດວ່ານີ້ບໍ່ມີຜົນກະທົບຕໍ່ຄຸນນະພາບຂອງ splicing, ລວມທັງການສູນເສຍ splicing ແລະຄວາມເຂັ້ມແຂງ splicing.
ເອກະສານຊ້ອນທ້າຍ II
ລາຍຊື່ຂໍ້ຄວາມຜິດພາດ
ໃນຂະນະທີ່ໃຊ້ splicer, ທ່ານອາດຈະພົບຂໍ້ຄວາມຜິດພາດໃນຫນ້າຈໍ. ປະຕິບັດຕາມວິທີແກ້ໄຂທີ່ລະບຸໄວ້ຂ້າງລຸ່ມນີ້ເພື່ອແກ້ໄຂບັນຫາ. ຖ້າບັນຫາຍັງຄົງຢູ່ແລະບໍ່ສາມາດແກ້ໄຂໄດ້, ມັນອາດຈະມີຄວາມຜິດໃນ fusion splicer. ໃນກໍລະນີດັ່ງກ່າວ, ຄວນປຶກສາກັບອົງການການຂາຍຂອງທ່ານເພື່ອການຊ່ວຍເຫຼືອເພີ່ມເຕີມ.
| ຂໍ້ຄວາມຜິດພາດ | ສາເຫດ | ການແກ້ໄຂ |
| ຂໍ້ຜິດພາດສະຖານທີ່ເສັ້ນໄຍຊ້າຍ | ໃບໜ້າປາຍເສັ້ນໄຍຖືກວາງຢູ່ເທິງ ຫຼື ເກີນເສັ້ນສູນກາງຂອງ electrode. | ກົດປຸ່ມ “R”, ແລະຕັ້ງໜ້າປາຍເສັ້ນໄຍລະຫວ່າງເສັ້ນສູນກາງ electrode ແລະຂອບ V-groove. |
| ຄວາມຜິດພາດບ່ອນ Fiber Place | ||
|
ກົດໄລຍະຫ່າງຂອງມໍເຕີເກີນຂອບເຂດຈໍາກັດ |
ເສັ້ນໄຍບໍ່ໄດ້ຖືກຕັ້ງຢ່າງຖືກຕ້ອງຢູ່ໃນຮ່ອງ V. ເສັ້ນໄຍບໍ່ໄດ້ຕັ້ງຢູ່ໃນພາກສະຫນາມຂອງກ້ອງຖ່າຍຮູບຂອງ view. |
ກົດປຸ່ມ "R" ແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
| ກົດ Motor Error | ມໍເຕີອາດຈະເສຍຫາຍ. | ປຶກສາຫາລືກັບທີມງານວິຊາການ INNO ທີ່ໃກ້ທີ່ສຸດຂອງທ່ານ. |
| ຄົ້ນຫາໃບຫນ້າ Fiber End ລົ້ມເຫລວ | ເສັ້ນໄຍບໍ່ໄດ້ຖືກຕັ້ງຢ່າງຖືກຕ້ອງຢູ່ໃນຮ່ອງ V. | ກົດປຸ່ມ "R" ແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
| ຄວາມລົ້ມເຫຼວຂອງ Arc | Arc Discharge ບໍ່ເກີດຂຶ້ນ. | ໃຫ້ແນ່ໃຈວ່າ electrodes ຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ. ປ່ຽນ electrodes. |
| ຈັດລຽງໄລຍະຫ່າງຂອງມໍເຕີເກີນຂີດຈຳກັດ | ເສັ້ນໄຍບໍ່ໄດ້ຖືກຕັ້ງຢ່າງຖືກຕ້ອງຢູ່ໃນຮ່ອງ V. | ກົດປຸ່ມ "R" ແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
| ຄົ້ນຫາ Fiber Clad ລົ້ມເຫລວ | ເສັ້ນໄຍບໍ່ໄດ້ຖືກຕັ້ງຢ່າງຖືກຕ້ອງຢູ່ໃນດ້ານລຸ່ມຂອງຮ່ອງ V. | ກົດປຸ່ມ "R" ແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
| Fiber Clad Gap ຜິດ | ມີຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ເທິງຫນ້າເສັ້ນໄຍ | ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຕັດ) ອີກເທື່ອຫນຶ່ງ. |
|
ປະເພດເສັ້ນໄຍທີ່ບໍ່ຮູ້ຈັກ |
ມີຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ເທິງຫນ້າເສັ້ນໄຍ | ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຕັດ) ອີກເທື່ອຫນຶ່ງ. |
| ເສັ້ນໃຍບໍ່ກົງກັນ | ໃຊ້ໂຫມດ splice ທີ່ເຫມາະສົມອື່ນນອກຈາກ AUTO splice mode ເພື່ອ re-splice. | |
| ເສັ້ນໄຍ optical ບໍ່ໄດ້ມາດຕະຖານ | ໂໝດ AUTO splice ພຽງແຕ່ສາມາດລະບຸເສັ້ນໃຍມາດຕະຖານເຊັ່ນ SM, MM, NZ. | |
| Fiber Clad ເກີນຂອບເຂດຈໍາກັດ | ເສັ້ນໄຍບໍ່ໄດ້ຕັ້ງຢູ່ໃນພາກສະຫນາມຂອງກ້ອງຖ່າຍຮູບ view. | ປັບຕໍາແຫນ່ງເສັ້ນໄຍແລະສໍາເລັດ [Motor Calibration] ສໍາລັບການບໍາລຸງຮັກສາ. |
| ໂຟກັສ ມໍເຕີ ຫນ້າທໍາອິດ ຕໍາແໜ່ງ Erro | ເຄື່ອງປັ້ນດິນເຜົາ fusion ຖືກຕີໂດຍຜົນບັງຄັບໃຊ້ໃນລະຫວ່າງການປະຕິບັດການ splicing. | ດໍາເນີນການ [ການປັບທຽບມໍເຕີ] ສໍາລັບການບໍາລຸງຮັກສາ. ຖ້າບັນຫາຍັງບໍ່ສາມາດແກ້ໄຂໄດ້, ໃຫ້ຕິດຕໍ່ກັບທີມງານວິຊາການ INNO ທ້ອງຖິ່ນຂອງທ່ານ. |
|
Fiber End face Gap ຜິດ |
ການຕັ້ງຄ່າ [ທັບຊ້ອນ] ຫຼາຍເກີນໄປ | ປັບ ຫຼືເລີ່ມຕົ້ນການຕັ້ງຄ່າ [ການທັບຊ້ອນ]. |
| ມໍເຕີບໍ່ໄດ້ຖືກປັບ | ເຮັດ [ການປັບທຽບມໍເຕີ] ບໍາລຸງຮັກສາ. | |
|
ໄລຍະຫ່າງຂອງມໍເຕີເກີນຂີດຈຳກັດ |
ເສັ້ນໄຍບໍ່ໄດ້ຖືກຕັ້ງຢ່າງຖືກຕ້ອງຢູ່ໃນຮ່ອງ V. | ກົດປຸ່ມ "R" ແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
| ມີຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ເທິງຫນ້າເສັ້ນໄຍ | ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຕັດ) ອີກເທື່ອຫນຶ່ງ. | |
| ມີຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ເທິງຫນ້າເສັ້ນໄຍ | ດໍາເນີນການ [ກວດຂີ້ຝຸ່ນ] ຫຼັງຈາກທໍາຄວາມສະອາດເລນ ແລະກະຈົກ. | |
| ເສັ້ນໄຍບໍ່ກົງກັນ | ເສັ້ນໃຍສອງດ້ານບໍ່ຄືກັນ | ມັນອາດຈະເຮັດໃຫ້ມີການສູນເສຍ splice ຂະຫນາດໃຫຍ່ຖ້າຫາກວ່າທ່ານສືບຕໍ່ splice, ກະລຸນາໃຊ້ຮູບແບບ splice ທີ່ເຫມາະສົມທີ່ສອດຄ້ອງກັນກັບເສັ້ນໄຍໄດ້. |
|
ຕັດມຸມເກີນຂີດຈຳກັດ |
ໃບໜ້າເສັ້ນໄຍທີ່ບໍ່ດີ |
ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຖັກ) ອີກເທື່ອຫນຶ່ງ. ກວດເບິ່ງສະພາບຂອງເສັ້ນໄຍ cleaver. ຖ້າແຜ່ນໃບຖືກສວມ, ໝຸນແຜ່ນໃບໄປບ່ອນໃໝ່. |
| [Cleave Limit] ຖືກຕັ້ງໄວ້ຕໍ່າເກີນໄປ. | ເພີ່ມ “Cleave Limit” (ຄ່າມາດຕະຖານ: 3.0°) | |
|
ມຸມຫຼັກເກີນຂີດຈຳກັດ |
[ຂອບເຂດຈໍາກັດຊົດເຊີຍ] ຖືກຕັ້ງໄວ້ຕໍ່າເກີນໄປ. | ເພີ່ມ “ຂີດຈຳກັດມຸມຫຼັກ” (ຄ່າມາດຕະຖານ: 1.0°). |
| ຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ໃນຮ່ອງ V ຫຼື clamp ຊິບ. | ເຮັດຄວາມສະອາດຮ່ອງ V. ກະກຽມແລະຈັດຕໍາແຫນ່ງເສັ້ນໄຍອີກເທື່ອຫນຶ່ງ. |
|
ການຈັດຮຽງເສັ້ນໃຍແກນບໍ່ສຳເລັດ |
ການຊົດເຊີຍທາງແກນ (> 0.4um) |
ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຕັດ) ອີກເທື່ອຫນຶ່ງ. |
| ມໍເຕີບໍ່ໄດ້ຖືກປັບ | ເຮັດການບໍາລຸງຮັກສາ [Motor Calibration]. | |
|
ເສັ້ນໄຍແມ່ນເປື້ອນ |
ມີຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ເທິງຫນ້າເສັ້ນໄຍ | ກະກຽມເສັ້ນໄຍ (ລອກເອົາ, ເຮັດຄວາມສະອາດແລະຕັດ) ອີກເທື່ອຫນຶ່ງ. |
| ຂີ້ຝຸ່ນຫຼືຝຸ່ນຢູ່ໃນເລນຫຼື LEDs | ປະຕິບັດ [ການກວດສອບຂີ້ຝຸ່ນ]. ຖ້າມີຂີ້ຝຸ່ນ ຫຼືຝຸ່ນ, ໃຫ້ເຮັດຄວາມສະອາດເລນ ຫຼື LEDs | |
| "ການເຮັດຄວາມສະອາດເວລາ Arc" ແມ່ນສັ້ນເກີນໄປ | ຕັ້ງ “ເວລາທຳຄວາມສະອາດ” ເປັນ 180ms | |
| ຈັດວາງເສັ້ນໃຍຫຼັກທີ່ຍາກທີ່ຈະຊອກຫາໄດ້ໂດຍໃຊ້ວິທີການຈັດຮຽງຫຼັກໃນລະຫວ່າງການປະປົນ. | Splice ເສັ້ນໄຍທີ່ແກນແມ່ນຍາກທີ່ຈະຊອກຫາໂດຍ MM splice mode (ການຈັດວາງຊັ້ນ cladding). | |
|
ຈຸດປະສົມໄຂມັນ |
ການຕັ້ງຄ່າ [ທັບຊ້ອນ] ຫຼາຍເກີນໄປ | ປັບຫຼືເລີ່ມຕົ້ນການຕັ້ງຄ່າ "ການຊ້ອນກັນ". |
| ມໍເຕີບໍ່ໄດ້ຖືກປັບ. | Calibrate ພະລັງງານ Arc ດ້ວຍຟັງຊັນ [Arc Calibration]. | |
|
ຈຸດຂັດບາງໆ |
ພະລັງງານ Arc ບໍ່ພຽງພໍ | Calibrate ພະລັງງານ Arc ດ້ວຍຟັງຊັນ [Arc Calibration]. |
| ກໍາລັງໄຟ ຫຼື ເວລາກ່ອນຟິວຖືກຕັ້ງໄວ້ສູງເກີນໄປ | ປັບ ຫຼືເລີ່ມຕົ້ນການຕັ້ງຄ່າ “Pre-fuse Power” ຫຼື “Pre-fuse Time”. | |
| ການຕັ້ງຄ່າ "ທັບຊ້ອນ" ບໍ່ພຽງພໍ | ປັບ ຫຼືເລີ່ມຕົ້ນການຕັ້ງຄ່າ [ການທັບຊ້ອນ] |
ເອກະສານຊ້ອນທ້າຍ III
ວິທີແກ້ໄຂສໍາລັບບາງບັນຫາທົ່ວໄປແມ່ນສະຫນອງໃຫ້ຂ້າງລຸ່ມນີ້ສໍາລັບການອ້າງອີງຂອງທ່ານ. ຖ້າທ່ານບໍ່ສາມາດແກ້ໄຂບັນຫາໄດ້, ກະລຸນາຕິດຕໍ່ຫາຜູ້ຜະລິດໂດຍກົງເພື່ອຂໍຄວາມຊ່ວຍເຫຼືອ.
- ໄຟບໍ່ປິດເມື່ອກົດປຸ່ມ “ON/OFF”.
- ກົດປຸ່ມ "ON/OFF" ຄ້າງໄວ້ຈົນກວ່າໄຟ LED ຈະກະພິບ, ປ່ອຍປຸ່ມແລະຕົວແຍກຈະຖືກປິດ.
- ບັນຫາກັບ splicer ພຽງແຕ່ສາມາດ splicies ຈໍານວນຫນ້ອຍທີ່ມີຊຸດຫມໍ້ໄຟທີ່ສາກໄຟເຕັມ.
- ພະລັງງານຫມໍ້ໄຟສາມາດຫຼຸດລົງໃນໄລຍະເວລາເນື່ອງຈາກຜົນກະທົບຂອງຫນ່ວຍຄວາມຈໍາແລະການເກັບຮັກສາຂະຫຍາຍ. ເພື່ອແກ້ໄຂບັນຫານີ້, ມັນແນະນໍາໃຫ້ສາກຫມໍ້ໄຟໃຫມ່ຫຼັງຈາກທີ່ປ່ອຍໃຫ້ມັນຫມົດ.
- ຊຸດແບັດເຕີຣີໝົດອາຍຸແລ້ວ. ຕິດຕັ້ງຊຸດຫມໍ້ໄຟໃຫມ່.
- ຢ່າໃຊ້ແບັດເຕີຣີໃນອຸນຫະພູມຕໍ່າ.
- ຂໍ້ຄວາມຜິດພາດປາກົດຢູ່ໃນຈໍພາບ.
- ອ້າງອີງໃສ່ເອກະສານຊ້ອນທ້າຍ ll.
- ການສູນເສຍ splice ສູງ
- ເຮັດຄວາມສະອາດຮ່ອງ V, ເສັ້ນໄຍ clamps, ໄຟ LED ປ້ອງກັນລົມ, ແລະເລນກ້ອງຖ່າຍຮູບ.
- ປ່ຽນ electrodes.
- ອ້າງເຖິງເອກະສານຊ້ອນທ້າຍ l.
- ການສູນເສຍ splice ແຕກຕ່າງກັນໄປຕາມມຸມ cleave, arc ເງື່ອນໄຂແລະຄວາມສະອາດຂອງເສັ້ນໄຍ.
- ຈໍພາບປິດທັນທີ.
- ການເປີດໃຊ້ງານການປະຫຍັດພະລັງງານເຮັດໃຫ້ splicer ເຂົ້າສູ່ສະຖານະພະລັງງານຕ່ໍາຫຼັງຈາກໄລຍະເວລາທີ່ຍາວນານຂອງການບໍ່ມີການເຄື່ອນໄຫວ. ກົດປຸ່ມໃດກໍໄດ້ເພື່ອເອົາມັນອອກຈາກສະແຕນບາຍ.
- ພະລັງງານ Splicer ປິດຢ່າງກະທັນຫັນ.
- ເມື່ອທ່ານເປີດໃຊ້ຟັງຊັນການປະຫຍັດພະລັງງານ, splicer ຈະປິດການປິດ splicer ຫຼັງຈາກໄລຍະເວລາທີ່ຍາວນານຂອງການບໍ່ມີການເຄື່ອນໄຫວ.
- ບໍ່ກົງກັນລະຫວ່າງການສູນເສຍ splice ຄາດຄະເນແລະການສູນເສຍ splice ຕົວຈິງ.
- ການສູນເສຍທີ່ຄາດຄະເນແມ່ນການສູນເສຍທີ່ຄິດໄລ່, ດັ່ງນັ້ນມັນສາມາດຖືກນໍາໃຊ້ສໍາລັບການອ້າງອີງເທົ່ານັ້ນ.
- ອົງປະກອບ optical ຂອງ splicer ອາດຈະຕ້ອງໄດ້ຮັບການອະນາໄມ.
- ແຂນປ້ອງກັນເສັ້ນໄຍບໍ່ຫົດຕົວຢ່າງສົມບູນ.
- ຂະຫຍາຍເວລາໃຫ້ຄວາມຮ້ອນ.
- ວິທີການຍົກເລີກຂະບວນການເຮັດຄວາມຮ້ອນ.
- ກົດປຸ່ມ "HEAT" ເພື່ອຍົກເລີກຂະບວນການເຮັດຄວາມຮ້ອນ.
- ແຂນປ້ອງກັນເສັ້ນໄຍຍຶດຕິດກັບແຜ່ນຄວາມຮ້ອນຫຼັງຈາກການຫົດຕົວ.
- ໃຊ້ຜ້າຝ້າຍຫຼືວັດຖຸປາຍອ່ອນທີ່ຄ້າຍຄືກັນເພື່ອຍູ້ແລະເອົາແຂນອອກ.
- ລືມລະຫັດຜ່ານ.
- ຕິດຕໍ່ທີມງານດ້ານວິຊາການ INNO Instrument ທີ່ໃກ້ທີ່ສຸດຂອງທ່ານ.
- ບໍ່ມີການປ່ຽນແປງພະລັງງານ Arc ຫຼັງຈາກ [Arc Calibration].
- ປັດໄຈພາຍໃນໄດ້ຖືກປັບແລະປັບສໍາລັບການຕັ້ງຄ່າພະລັງງານ arc ເລືອກ. ພະລັງງານ arc ທີ່ສະແດງໃນແຕ່ລະຮູບແບບ splice ຍັງຄົງຄົງທີ່.
- ລືມເອົາເສັ້ນໃຍແກ້ວນໍາແສງໃສ່ໃນລະຫວ່າງການທໍາງານຂອງການຮັກສາ.
- ເຈົ້າຈະຕ້ອງເປີດຝາປິດກັນລົມ ແລະວາງເສັ້ນໃຍທີ່ກຽມໄວ້ຢູ່ໃນຮ່ອງ V ແລະກົດປຸ່ມ “SET” ຫຼື “R” ເພື່ອສືບຕໍ່.
- ລົ້ມເຫລວໃນການຍົກລະດັບ
- ເມື່ອຜູ້ໃຊ້ໃຊ້ USB Drive “ໃໝ່” ເພື່ອອັບເກຣດ, splicer ອາດຈະບໍ່ສາມາດລະບຸໂປຣແກຣມອັບເກຣດໄດ້ຢ່າງຖືກຕ້ອງ file; ທ່ານຈໍາເປັນຕ້ອງ reset USB Drive, ແລະ restart splicer ໄດ້.
- ກວດເບິ່ງວ່າການຍົກລະດັບ file ຊື່ແລະຮູບແບບທີ່ຖືກຕ້ອງ.
- ຖ້າທ່ານບໍ່ສາມາດແກ້ໄຂບັນຫາໄດ້, ກະລຸນາຕິດຕໍ່ຜູ້ຜະລິດໂດຍກົງ.
- ອື່ນໆ
- ກະລຸນາຕິດຕໍ່ຜູ້ຜະລິດໂດຍກົງ.
ສິ້ນສຸດ
* ຮູບແບບຜະລິດຕະພັນ ແລະສະເປັກແມ່ນມີການປ່ຽນແປງໂດຍບໍ່ມີການແຈ້ງລ່ວງໜ້າ.
ສະຫງວນລິຂະສິດ © 2024 INNO Instrument Inc. ສະຫງວນລິຂະສິດທັງໝົດ.
- INNO Instrument Inc.
- support@innoinstrument.com
ຫນ້າທໍາອິດ
- www.INNOinstrument.com
- ກະລຸນາຢ້ຽມຊົມພວກເຮົາກ່ຽວກັບເຟສບຸກ
- www.facebook.com/INNOinstrument
FAQs
ຖາມ: ຂ້ອຍຈະແກ້ໄຂບັນຫາແນວໃດຖ້າ fusion splicer ບໍ່ຮ້ອນຢ່າງຖືກຕ້ອງ?
A: ຖ້າທ່ານພົບບັນຫາກັບຫນ້າທີ່ເຮັດຄວາມຮ້ອນ, ກະລຸນາກວດເບິ່ງການເຊື່ອມຕໍ່ການສະຫນອງພະລັງງານແລະໃຫ້ແນ່ໃຈວ່າອົງປະກອບຄວາມຮ້ອນເຮັດວຽກຢ່າງຖືກຕ້ອງ. ຖ້າບັນຫາຍັງຄົງຢູ່, ໃຫ້ຕິດຕໍ່ຝ່າຍຊ່ວຍເຫຼືອລູກຄ້າເພື່ອຂໍຄວາມຊ່ວຍເຫຼືອເພີ່ມເຕີມ.
ຖາມ: ຂ້ອຍສາມາດໃຊ້ປະເພດເສັ້ນໄຍທີ່ແຕກຕ່າງກັນກັບ fusion splicer ນີ້ບໍ?
A: ປະເພດເສັ້ນໄຍທີ່ໃຊ້ໄດ້ຖືກກໍານົດໄວ້ໃນພາກພາລາມິເຕີດ້ານວິຊາການຂອງຄູ່ມືຜູ້ໃຊ້. ໃຫ້ແນ່ໃຈວ່າໃຊ້ພຽງແຕ່ປະເພດເສັ້ນໄຍທີ່ແນະນໍາສໍາລັບຜົນໄດ້ຮັບການເຊື່ອມໂລຫະທີ່ດີທີ່ສຸດ.
Q: ຕາຕະລາງການບໍາລຸງຮັກສາທີ່ແນະນໍາສໍາລັບ fusion splicer ແມ່ນຫຍັງ?
A: ເຮັດຄວາມສະອາດພາກສ່ວນພາຍນອກ ແລະເລນຂອງ fusion splicer ເປັນປົກກະຕິໂດຍໃຊ້ຜ້າອ່ອນໆ. ເບິ່ງພາກການບໍາລຸງຮັກສາໃນຄູ່ມືຜູ້ໃຊ້ສໍາລັບຄໍາແນະນໍາຢ່າງລະອຽດກ່ຽວກັບການປະຕິບັດການດູແລແລະການບໍາລຸງຮັກສາທີ່ເຫມາະສົມ.
ເອກະສານ / ຊັບພະຍາກອນ
 |
View 3X Active V Groove Cladding Alignment Fusion Splicer [pdf] ຄູ່ມືຜູ້ໃຊ້ 3X Active V Groove Cladding Alignment Fusion Splicer, 3X, Active V Groove Cladding Alignment Fusion Splicer, Cladding Alignment Fusion Splicer, Alignment Fusion Splicer, Fusion Splicer |